
Adjustment of the 5K324A machine for cutting spur gears

Установка скорости резания
Скорость резания выбирают, исходя из конкретных условий зубофрезерования, и указывают в технологической карте. По требуемой скорости резания наладчик подбирает сменные зубчатые колеса гитары главного движения, используя номограмму (рис. 123).
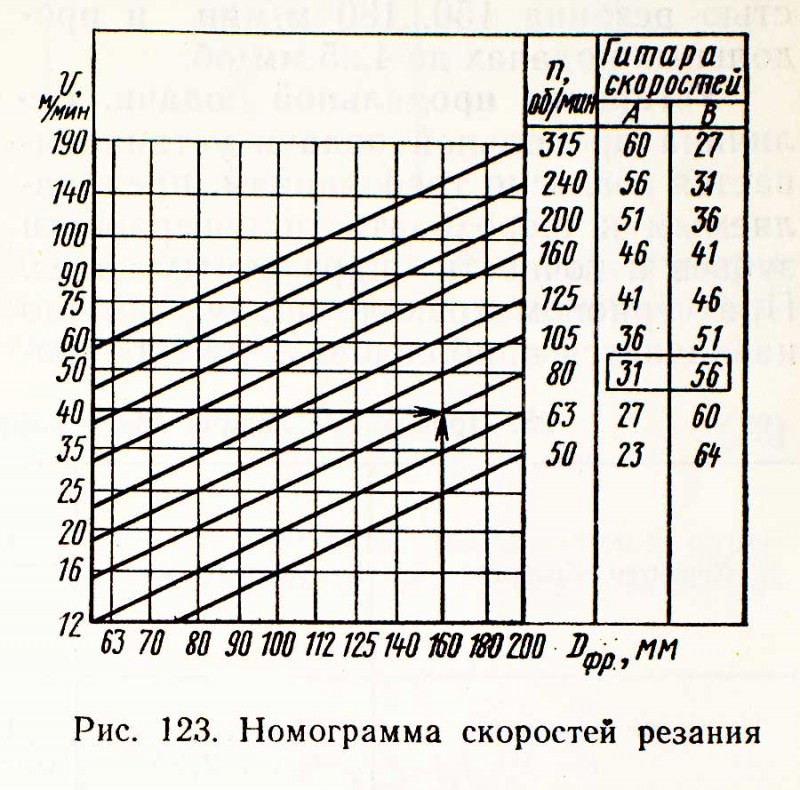
Например, если колесо нарезать фрезой диаметром 160 мм со скоростью резания 40 м/мин, то фреза должна вращаться с частотой 80 об/мин. При этом гитара скоростей будет состоять из зубчатых колес с числами зубьев 31 и 56, т. е. A/B = 31/56.
Если числовые значения диаметра фрезы и настраиваемой скорости резания не встречаются непосредственно на жирной линии графика, то для расчета чисел зубьев гитары выбирают его ближайшую линию. Коробка гитары главного движения на станке располагается с передней стороны станины. Сменные зубчатые колеса обеспечивают настройку девяти значений частоты вращения фрезы (50, 63, 80, 105, 125, 160, 200, 240, 315 об/мин), что в зависимости от ее диаметра соответствует скоростям резания 16 ... 190 м/мин.
Валы под сменные колеса гитары имеют постоянное межосевое расстояние, поэтому наладчик только устанавливает и закрепляет сменные колеса на валах, не заботясь о зазоре в зацеплении.
В руководстве по эксплуатации станка приведена таблица рекомендуемых скоростей резания при обработке зубчатых колес из различного материала фрезами из быстрорежущей стали. Так, например, для чугуна при черновой обработке скорость резания рекомендуется выдерживать в пределах 16...20 м/мин, а для стали средней твердости — 25...28 м/мин. При работе фрезами, изготовленными из кобальтовых и ванадиевых сталей, скорость резания можно увеличивать на 30...40%. На зубофрезерных станках, обладающих высокой жесткостью, она может достигать 80...120 м/мин.
Значительное повышение скорости резания достигается при работе твердосплавными фрезами различной конструкции. Например, при использовании фрез, оснащенных зубьями из твердого сплава марки Т14К8 или ТТ20К9, зубчатое колесо можно нарезать со скоростью резания 150...180 м/мин и продольных подачах до 4...5 мм/об.
Установка продольной подачи
Величина продольной подачи устанавливается согласно требованиям, предъявляемым к шероховатости поверхности зубьев и точности нарезаемых колес. При черновом проходе подача обычно назначается наибольшей величины, которая допускается на станке, и может доходить до 4 ... 6 мм/об. При чистовом проходе величина подачи выбирается в пределах 0,8... 1,5 мм/об. В руководствах по эксплуатации станков, а также в различных справочниках приводятся таблицы рекомендуемых подач в зависимости от модуля и числа зубьев нарезаемых колес, материала заготовки и других факторов.
табл. 28. Продольные подачи при зубофрезеровании сталей марок 45 и 40Х
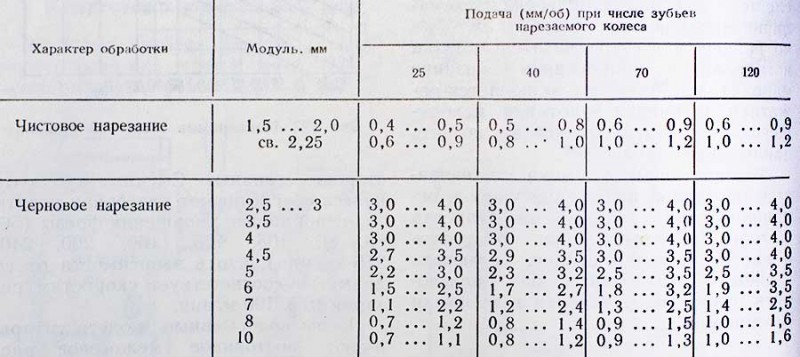
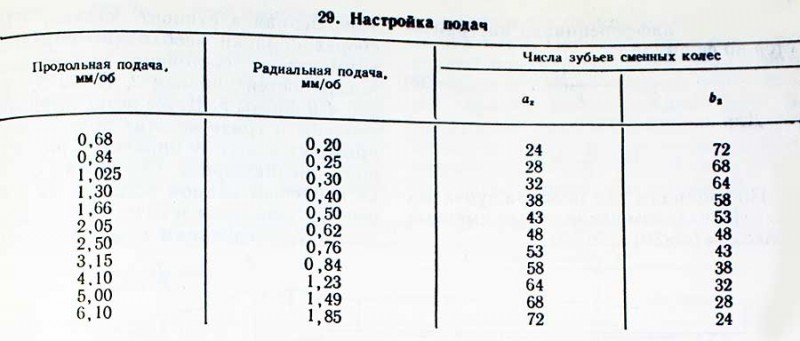
В табл. 28 приведены рекомендуемые величины подач при нарезании колес из стали марок 45 и 40Х. Для рассматриваемого примера (т = 6, z=30) выбираем подачу по режиму чернового нарезания, среднюю между столбцами для 25 и 40 зубьев и по верхнему ее пределу, т. е. 2,6 мм/об. По табл. 29 устанавливаем, что ближайшему значению подачи, равному 2,5 мм/об, соответствуют сменные зубчатые колеса гитары подач с числами зубьев 53 и 43, т. е. a2/b2 = 53/43. Коробка гитары подач расположена сзади станка. Сменные зубчатые колеса устанавливают на цилиндрические шейки валов с постоянным положением осей. Если зубчатое колесо нарезают правозаходной фрезой, то сменные колеса устанавливают на валы I и III (рис. 124), а если левозаходной фрезой, то на валы II и III. При этом направление вращения вала III изменяется на противоположное за счет зубчатых колес, находящихся внутри коробки между валами I и II.
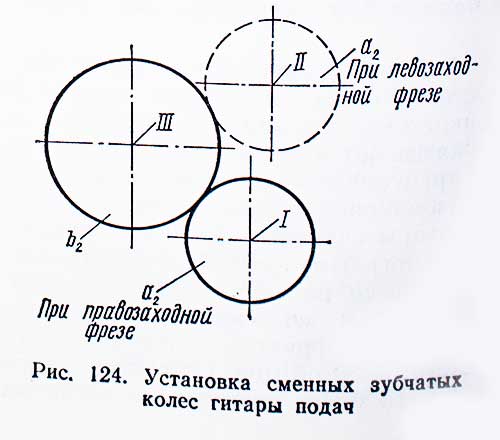
табл. 29. Настройка подач.
Настройка гитары деления
Настройкой гитары деления обеспечивается связь между фрезой и заготовкой. Гитара деления располагается с левой стороны суппортной стойки под крышкой 6 (см. рис. 118). Сменные забчатые колеса подбирают по таблице, помещаемой в руководстве по эксплуатации станка. Таблица составлена для нарезания зубчатых колес с числами зубьев 12...200.
Формула настройки гитары деления:

В рассматриваемом примере наладки для обработки зубчатого колеса Z = 30, по таблице руководства, устанавливаем, что сменные колеса гитары деления имеют числа зубьев а = 40, d = 50, а постоянная пара e/f = 54/54. Из формулы (31) видим, что зубчатые колеса с и b можно выбрать с любыми равными числами зубьев, обеспечивающими сцепляемость колес гитары, например 70 и 70. Тогда на концы валов гитары (рис. 125) нужно установить следующие сменные колеса.

Особый случай наладки представляет собой нарезание колес с простым числом зубьев свыше 100 (например, 101, 103, 107 и т. д.). При этом приходится использовать гитару дифференциала и гитару подач. Формула гитары деления в знаменателе содержит дополнительный член Δz, который в расчетах выбирается произвольной дробной величиной, но не более 1/10, чтобы общее выражение, обеспечило настройку гитары имеющимися сменными колесами.

Разберем пример настройки кинематических цепей при нарезании колеса с числом зубьев 127 однозаходйой фрезой.
Примем Δz = +1/5, тогда гитара деления примет вид
Гитара дифференциала настраивается но формуле
φ = 15*Δz/k (формула 33)
Для нашего случая φ = 15*1/5 = 3
По таблицам для подбора зубчатых колес находим числа зубьев сменных колес φ= (45/30)*(70/35)
Гитару подач настраивают сменными колесами а2/b2 = 48/48 на подачу 2,05 мм/об
После этого необходимо определить направление доворота от дифференциала и требуется ли вводить паразитное колесо в гитару дифференциала. В рассматриваемом случае гитара деления настроена на несколько большее число зубьев, т. е. на замедленное деление, следовательно, доворот заготовки нужно производить в сторону основного вращательного движения. Практически это делается так. При настроенных гитарах деления, дифференциала и подач включают ускоренный ход каретки суппорта и наблюдают за направлением доворота заготовки. Если доворот происходит в противоположное требуемому направлению, то в гитару дифференциала устанавливают паразитное колесо.
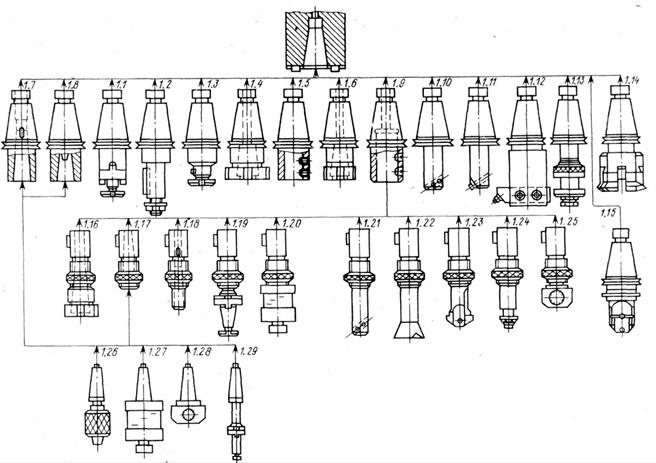
Установка инструмента
Одним из условий получения высокой точности при зубофрезеровании является точная установка фрезы.
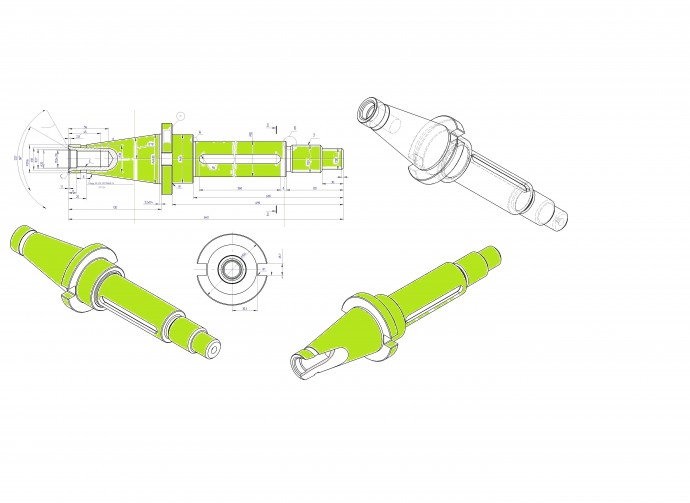
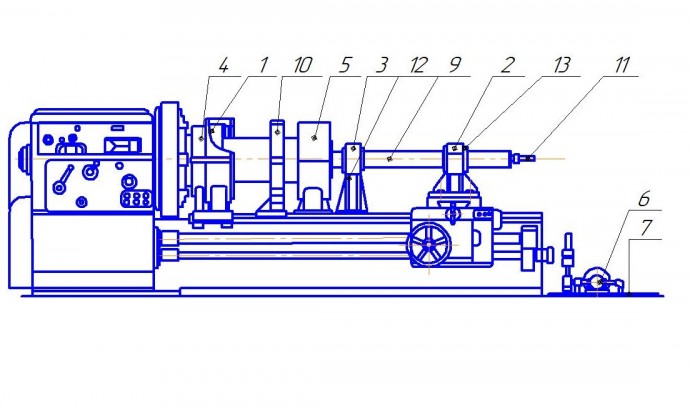
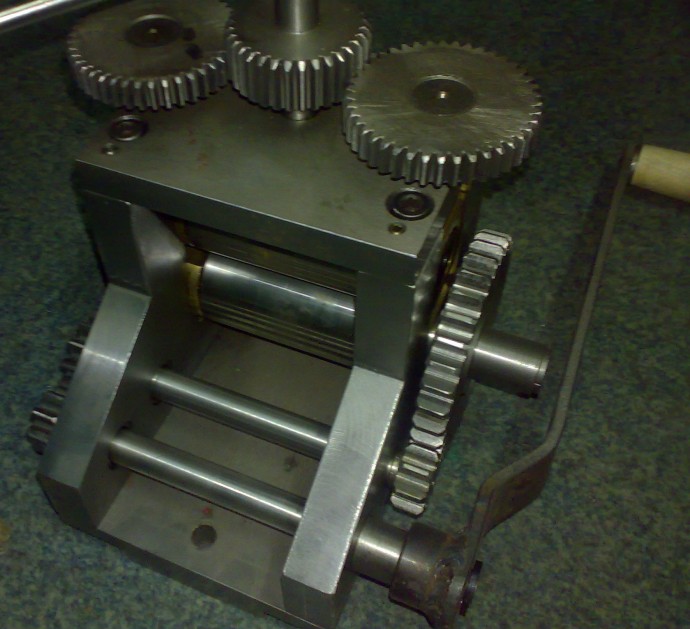
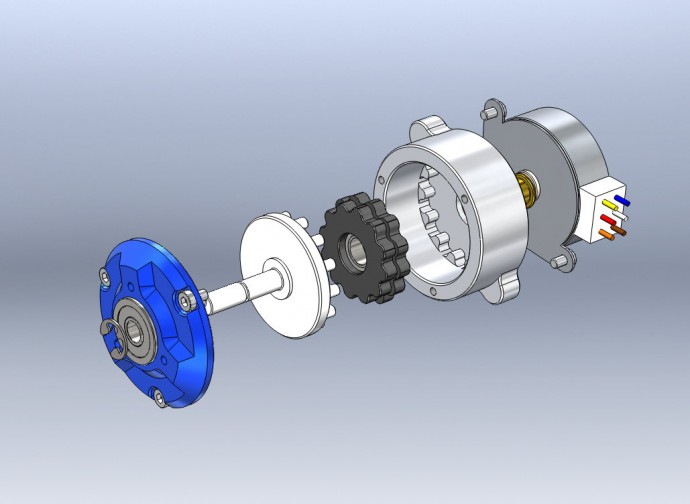
На рис. 126 изображена фрезерная оправка в сборе, у становленная в суппорт станка.
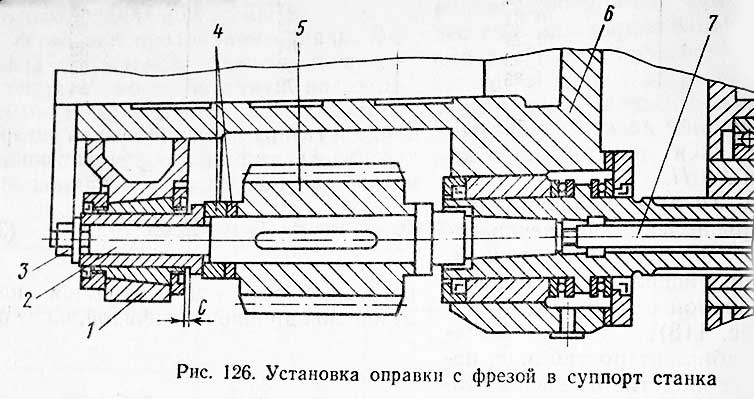
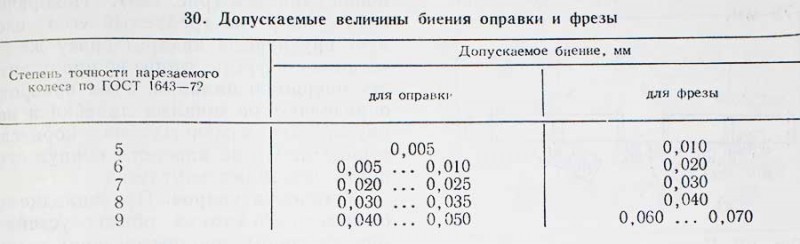
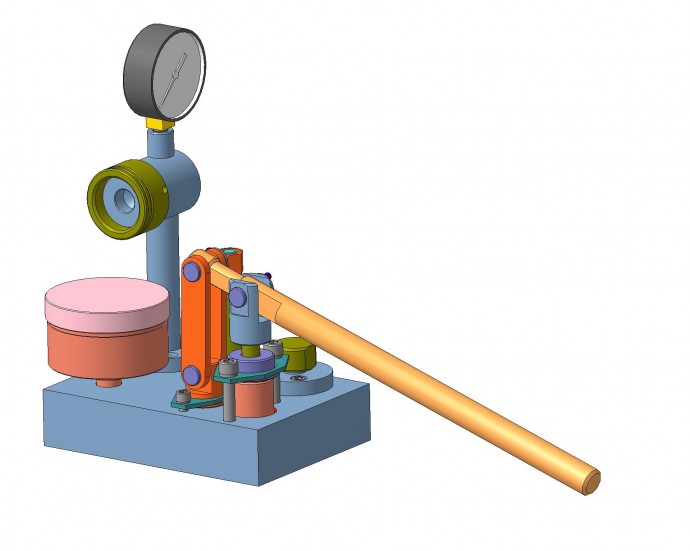
При сборке оправки необходимо обращать внимание на состояние прилагаемых поверхностей оправки 2, гайки 3, колец 4 и фрезы 5. Даже незначительные забоины и грязь на этих поверхностях приводят к изгибу оправки и радиальному биению фрезы. Собранная оправка конусным концом вставляется в отверстие шпинделя и затягивается шомполом 7, следующим образом. Сначала шомполом крепко втягивают оправку в отверстие шпинделя, придерживая ее от проворота. При этом обращают внимание на положение оправки в пазу шпинделя. Следует учесть, что буртики оправки служат только для предохранения ее от проворота, в то время как крутящий момент передается за счет момента трения, образующегося на конусе после затяжки оправки шомполом. Поэтому буртики оправки в общем не должны касаться поверхностей паза. Когда оправка насажена, немного выворачивают шомпол, уменьшая натяжение, но не выталкивая оправку. При этом обращается внимание на то, чтобы оправка не была ослаблена в конусе. Затем снова умеренно затягивают шомпол до такого момента сопротивления заворачиванию, чтобы он сам держался и крепко держал оправку. Несоблюдение описанных приемов приводит к дополнительной затяжке оправки в шпинделе под действием сил упругой и тепловой деформации, поэтому в дальнейшем извлечение оправки из конусного отверстия шпинделя будет затруднено. После того, как шомпол 7 будет окончательно завернут, устанавливают подшипник 1, поддерживающий свободный конец оправки, и закрепляют его на корпусе суппорта с зазором с = 2...3 мм от буртика втулки. Установленную в шпиндель фрезу проверяют на радиальное биение по контрольным ее буртикам. Периодически также проверяют радиальное биение посадочной и торцовое биение опорной поверхностей оправки. Контроль производят индикатором, закрепляемым на корпусе суппорта. Допускаемые биения в зависимости от точности нарезаемого зубчатого колеса приведены в табл. 30.
Табл. 30. Допускаемые величины биения оправки и фрезы
Установленную в шпиндель фрезу необходимо так расположить относительно центра стола, чтобы по возможности лучше использовать ее режущие кромки и обеспечить правильное профилирование нарезаемого зубчатого колеса.
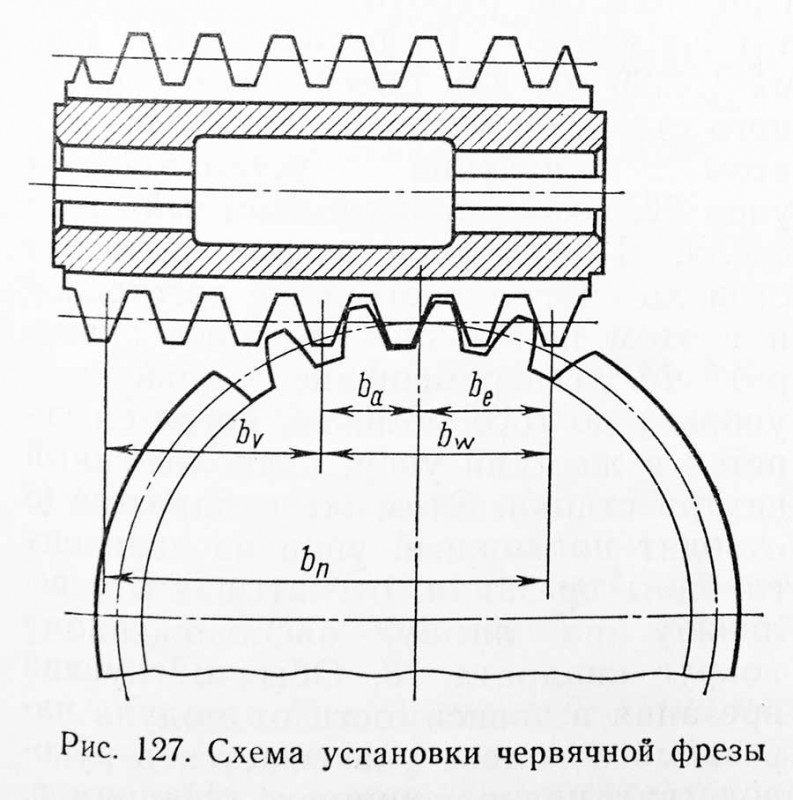
На рис. 127 приведена схема установки червячной фрезы,
где
be — длина входной части фрезы (начиная от первого полного зуба),
bа — длина выходной части фрезы,
bw — длина участка фрезы, участвующего в профилировании зубьев нарезаемого колеса,
bv — длина, на которую можно передвинуть фрезу в осевом направлении при последующих нарезаниях зубчатых колес.
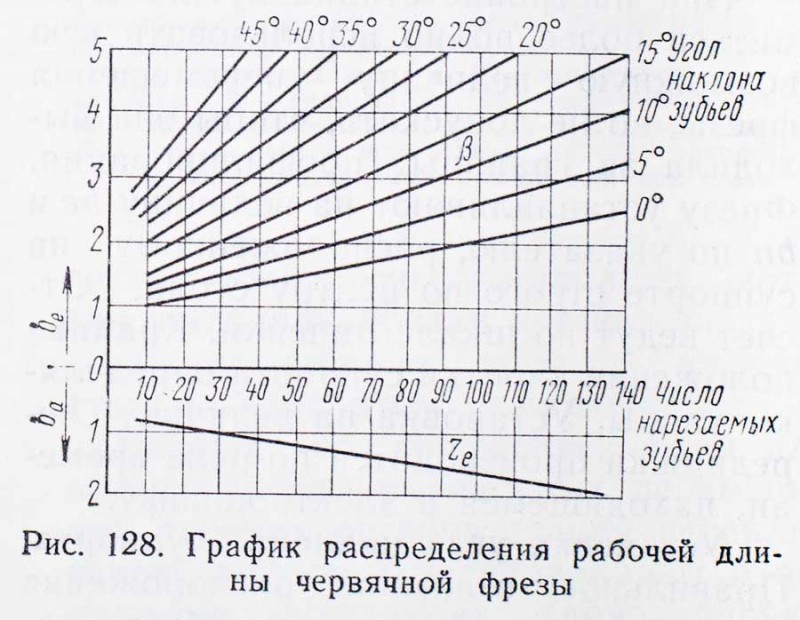
По графику (рис. 128) определяются величины be и bа в долях шага фрезы в зависимости от числа нарезаемых зубьев z и угла их наклона β.
Найденное значение умножается на величину одного шага, т. е. на πm, где π = 3,1416, m — модуль нарезаемого колеса, мм. Начало полного зуба будет находиться приблизительно на одной четверти шага от опорного торца фрезы, следовательно, вся активная ее длина bn определяется общей длиной L фрезы за вычетом половины шага. Тогда величина возможной передвижки определяется по формуле:
bv — bn — bw
или
bv = L — πm*(be + ba + 0.5) (формула 34)
В рассматриваемом нами случае при нарезании прямозубого колеса модуля т = 6 мм, с числом зубьев z=30, фрезой диаметром 125 мм и длиной L = 112 мм, возможная величина передвижки будет составлять bv = 112 — 3,14*6*(1,25+1,05+0,5) = 78 мм.
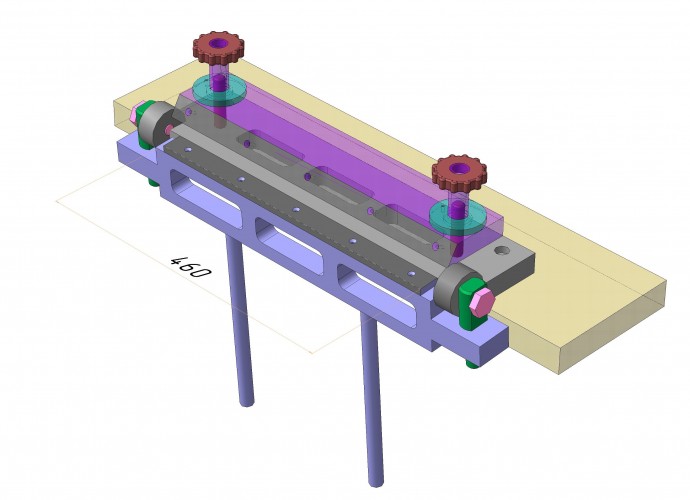
При настройке станка нужно стремиться более полно использовать всю возможную величину перемещения фрезы, но не допускать, чтобы она выходила за границы профилирования. Фрезу устанавливают на величину be и bп по указателю, расположенному на суппорте строго по центру стола. Отсчет ведут по шкале линейки. Крайние положения каретки суппорта определяют упоры. Установка на величину передвижки производится по реле времени, находящемся в электрошкафу.
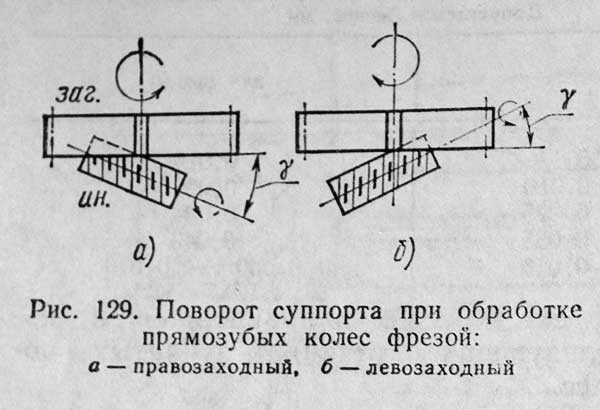
Установка угла наклона суппорта
Правильное взаимное расположение витков червячной фрезы и зубьев нарезаемого колеса оказывает влияние как на точность обработки, так и на сам процесс зубофрезерования. Если фреза по углу установлена неправильно, то на нарезаемом колесе получается ошибка профиля, изменяются углы резания, смешаются в разные стороны линии резания. Для нарезания зубчатых колес применяют червячные фрезы с правым и левым направлением витков (правозаходные и левозаходные). При установке суппорта учитывают тот угол подъема витков, который маркирован на корпусе фрезы. Если этот угол на корпусе фрезы не обозначен, то его можно вычислить по формуле
 en
en ru
ru uk
uk







































")






