
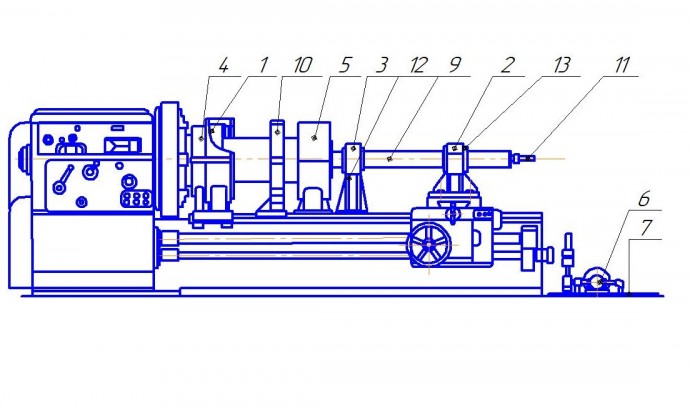
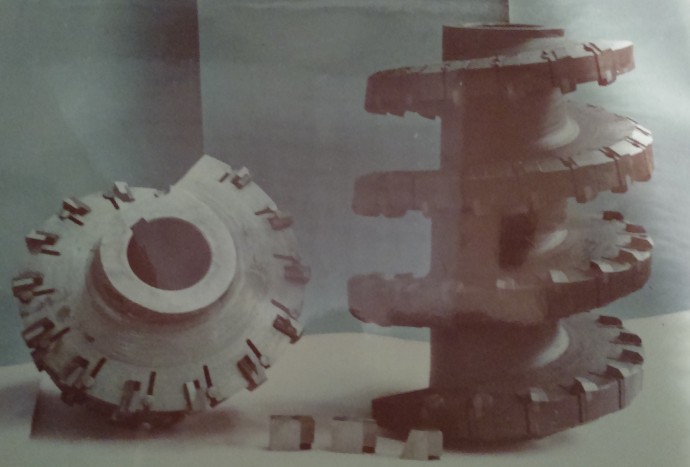
Раскатка циліндричних поверхонь

Розкатування циліндричних отверстій- це спосіб оздоблювальної обробки, заснований на холодному, тонкому пластичній деформації поверхневого шару металу заготовки. При цьому зміцнюється оброблювана поверхня (головна відмітна особливість розкочування) і знижується шорсткість поверхні. Розкочування отворів виконується на токарних, свердлильних, горизонтально-розточувальних і спеціальних верстатах кульковими або роликовими пластинками. Отвір під розкатування обробляється розточування або розгортанням. Припуск на обробку становить 0,04 і 0,1 мм., Окружна швидкість 40 ... 250 м / хв, подача 0,2 ... 0,5 мм. Розкочування отворів на радіально-свердлильних верстатах проводиться при установці розкочування в шпинделі, а деталь на столі верстата. На токарних і револьверних верстатах, деталь обертається разом зі шпинделем, а розкочування здійснює зворотно-поступальний руху. З найбільшим техніко-економічним ефектом розкочування застосовується при обробці отворів великого діаметру в важких корпусних деталях, абразивна обробка яких утруднена. Діаметр отвору після розкочування збільшується на 0,02-0,03 мм, твердість поверхневого шару підвищується на 20 ... 50%, а отже зносостійкість збільшується в 1,5-2 рази. Застосовуватися розкочування може для отворів будь-якого діаметру і довжини, як наскрізних так і глухих. Раскатка може проводиться як без застосування МОР, так і з застосуванням масла індустріального або сульфофрезолу. При розкатуванні роліками, найбільш сприятливі результати отримували, коли припуски на діаметр становили 0,03-0,06 мм, а при розкатуванні шаріком- до 0,2 мм.
 en
en ru
ru uk
uk







































")






