
Енергозберігаюча технологія і устаткування для вібраційної стабілізації залишкових напружень



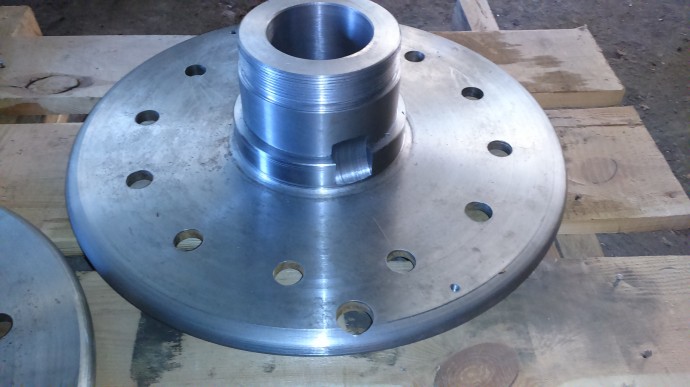
Енергозберігаючу технологію і комп'ютеризоване обладнання для вібродеформаціонного (прискореного) старіння деталей призначені для стабілізації залишкових напружень в зварних, литих і інших динамічно нежорстких металовиробах масою до 50 тонн типу станин, корпусів, рам, валів, вінців зубчастих коліс, балок пресів, рам візків вагонів, локомотивів і т.п. натомість стабілізаційного відпалу та інших видів штучного і природного старіння.
Можливе використання даної технології для холодної правки нежорстких виробів за рахунок використання потенційної енергії залишкових напружень.
Вібраційна стабілізація може здійснюватися в залежності від виду заготовки, характеру виробництва і технічних вимог до кінцевої продукції як безпосередньо після отримання заготовки, так і в проміжку між стадіями механічної обробки.
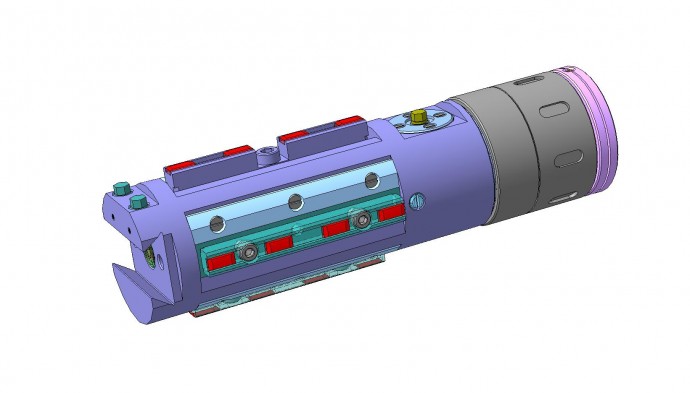
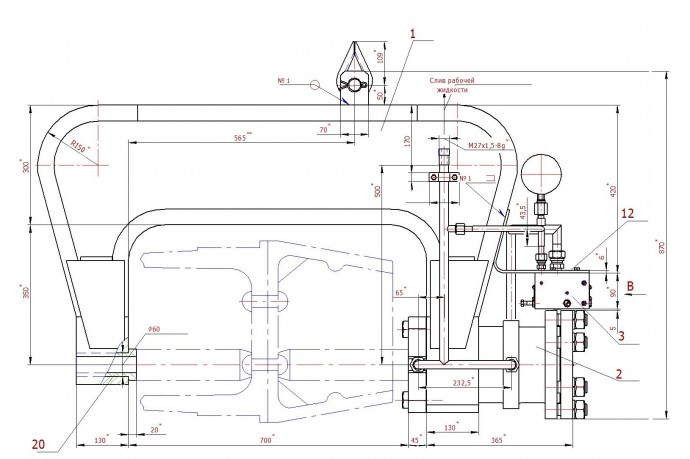
Технічні характеристики вібраційної установки мод. ВСОН 2100/2500
| Характеристика | значення |
|---|---|
| Діапазон регулювання вимушених коливань, Н | (0,15…2,1)х104 |
| Діапазон частоти обертання дебалансние маси, мін-1 | 600…6000 |
| Потужність електродвигуна віброзбудника, кВт, в режимі: | |
| номінальному | 0,78 |
| форсованому | 1,3 |
| Струм віброзбудника, А | 40 |
| Напруга живлення, В | |
| віброзбудника | 27 |
| установки | 380 |
| Частота, Гц | 50 |
| Споживана потужність, кВт не більше | 1,5 |
| Строк служби | не менше 5 років. |
| По стійкості до кліматичних впливів при експлуатації установка відповідає виконанню УХЛ категорії 3.1 згідно ГОСТ 15150-69. | |
| За способом захисту людини від ураження електричним струмом установка відповідає класу I по ГОСТ 12.2.007.0-75. | |
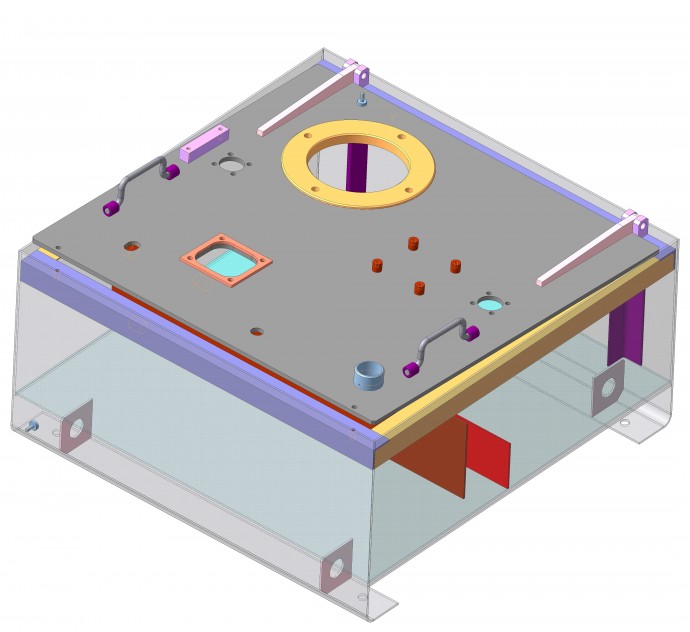
| Габаритні розміри, мм | |
| віброзбудника (довжина, висота, ширина) | 465х265х360 |
| шафи (довжина, висота, ширина) | 1130х1179х669 |
| Маса, кг не більше | |
| шафи | 180 |
| віброзбудника (з вбудованим електродвигуном) | 55 |
| трьох вібродатчиків в зборі і блоком підсилювачів для зняття характеристик в 3-х ортогональних площинах і результуючої | 1,9 |
| кабелів з'єднувальних | 4,2 |
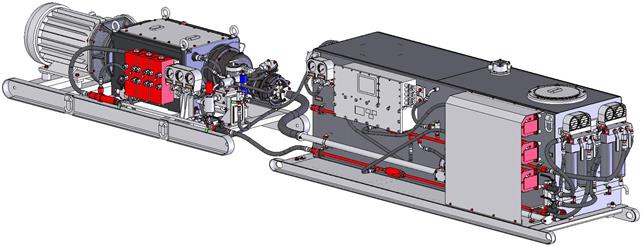
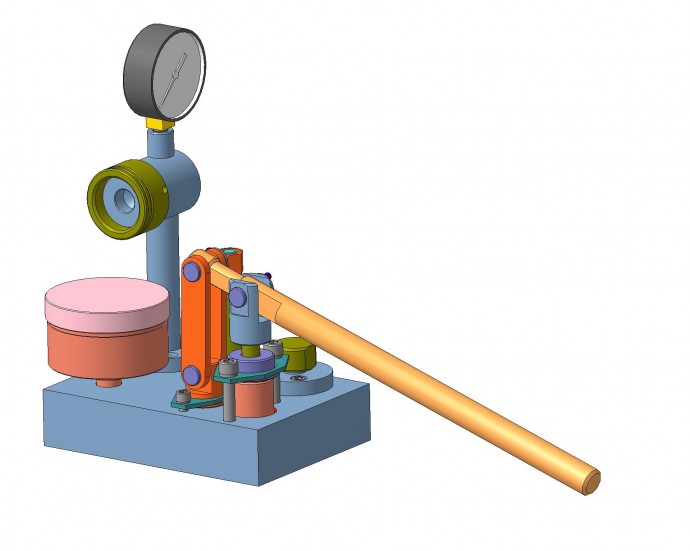
Розроблене обладнання дозволяє виробляти стабілізацію («зняття») залишкових напружень, контроль ступеня стабільності залишкових напруг при реєстрації на моніторі характеристик оброблюваної деталі протягом процесу обробки і після обробки, а також оцінку результатів обробки після напівавтоматичної або автоматичної режиму з висновком результатів на тверду копію.
Переваги розробленої технології прискореного вібродеформаціонного старіння:
1. Відсутність деформацій (депланації), що виникають в процесі зняття «ОН» при низькотемпературному відпалі (штучному старінні).
2. Не змінюються механічні властивості (σт; σв, δ) при розтягуванні, а за рахунок межкристаллитного тертя в процесі віброобробки на відповідних режимах має місце збільшення жорсткості (при термообробці деталь подовжується).
3. Низькі виробничі витрати (менше 10% витрат на отжиг), знижуються витрати на міжцехових перевезення, витрати на підйомно-транспортні операції.
4.Віброобработка є мобільним процесом, може виконуватися стосовно до деталей будь-яких розмірів (відсутні обмеження, пов'язані з розмірами печі).
5. Не відбувається обезуглероживание, утворення окалини. зменшення процентного вмісту вуглецю в оброблюваної деталі (метал «розм'якшується»), а вигоряння кисню особливо в зварних швах викликає в них структурну неоднорідність і сприяє зниженню стійкості проти утворення тріщин.
6. Відсутні проблеми, пов'язані з екологією і санітарними нормами.
7.Технологія на рекомендованих режимах не викликає зниження циклічної витривалості виробів. Застосування для конструкційних сталей традиційних термічних методів «зняття» залишкових напруг в металоконструкціях не тільки дорогий метод, але і не застосуємо через зниження механічних властивостей до 25% (сталь 3) і більше 48% для сталей 09Г2С.
8.Технологія дозволяє здійснювати діагностику якості (наявність або відсутність дефектів) металоконструкцій з параметричного резонансу і дрейфу амплітуди при зсуві фаз.
Витрати на придбання виброустановки і впровадження вібраційного технології старіння окупаються після обробки двох 25-30-тонних нежорстких зварних металоконструкцій або литих, зварювально-литих виробів.

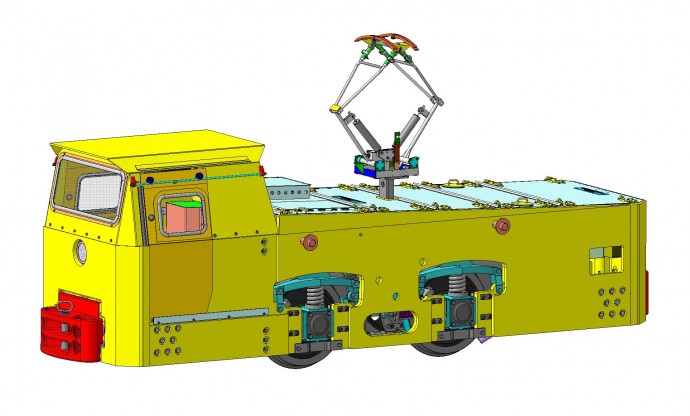
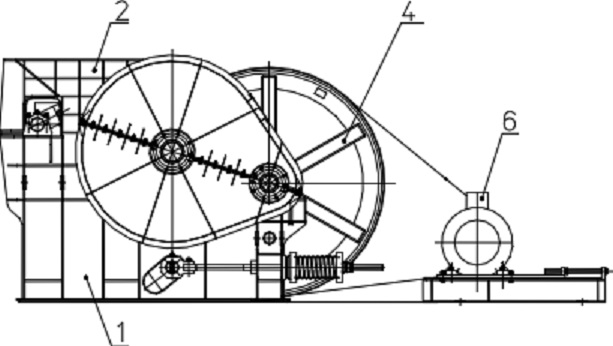
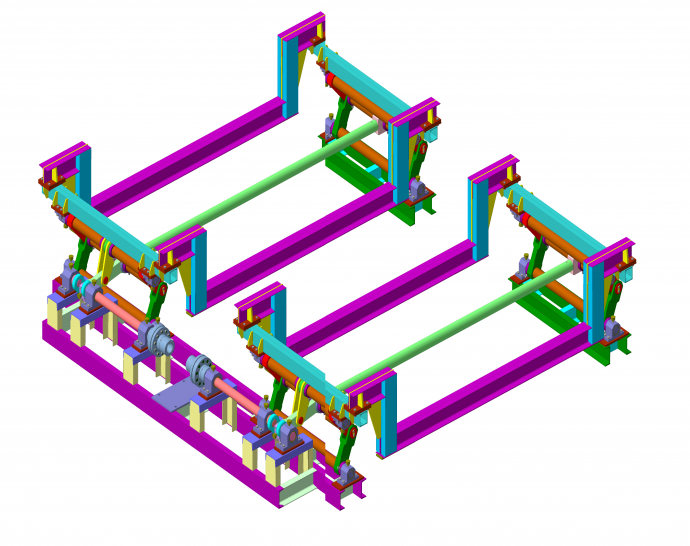
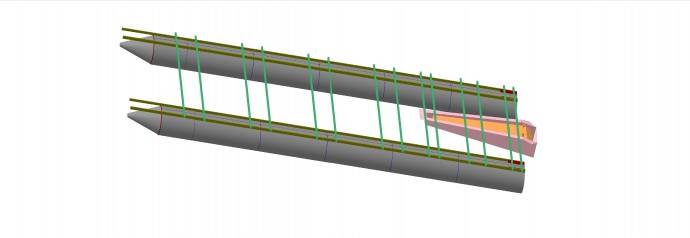
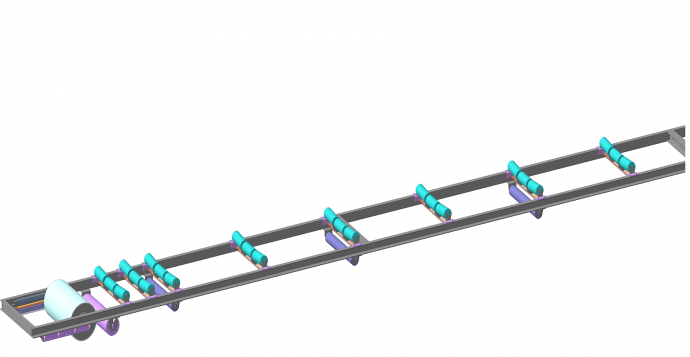
Віброобробка рам візків локомотивів
на Луганскому тепловозобудівному заводі

 en
en ru
ru uk
uk








































")






