
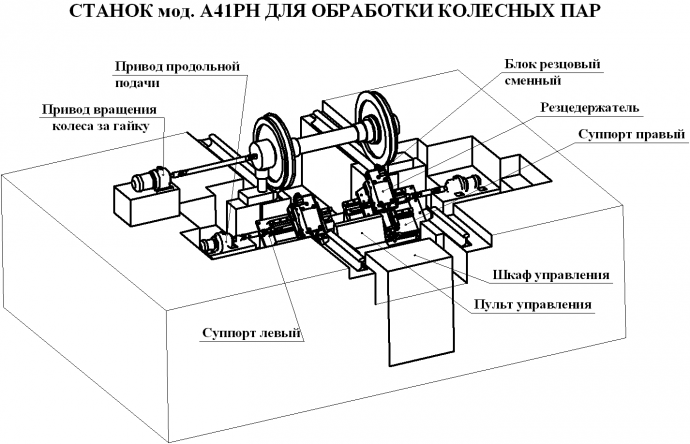
Пристрій і оснащення до токарно-гвинторізного верстата моделі 165 для обробки глибоких отворів пневмо і гідро циліндрів, а також будь-яких довгомірних тіл обертання

Приспособа і оснащення до токарно-гвинторізного верстата моделі 165 для обробки глибоких отворів пневмо і гідро циліндрів, а також будь-яких довгомірних тіл обертання
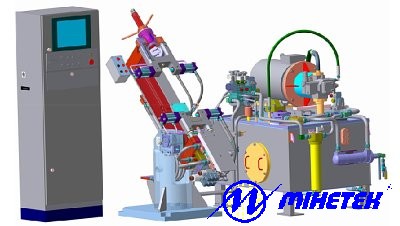
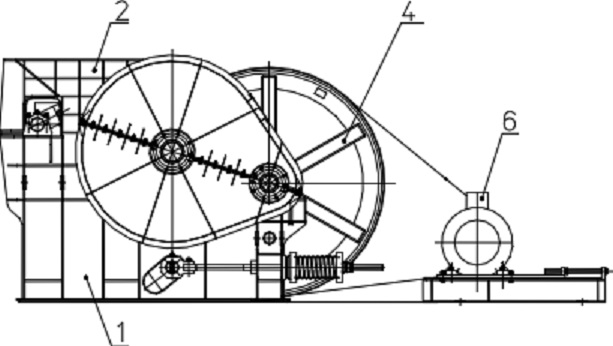
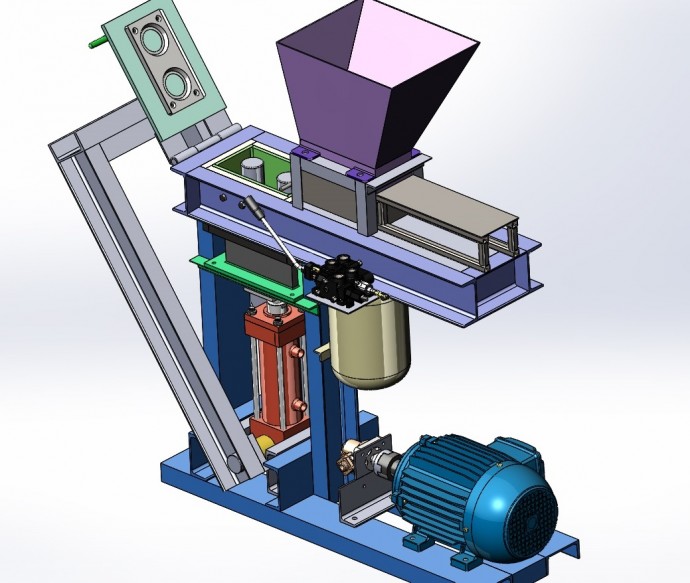
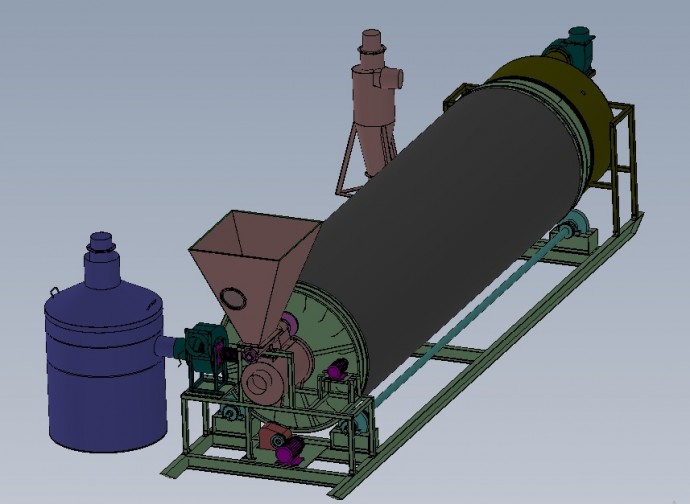
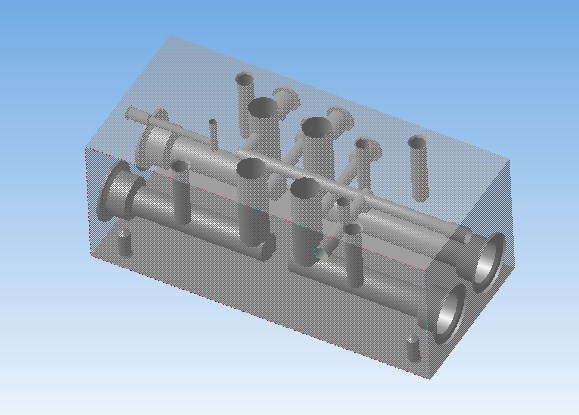
Модернізація верстата виконана з метою розширення технологічних можливостей верстата і використання його при расточці отворів пневмо і гідро циліндрів. Модернізація дозволила значно розширити технологічні можливості верстата при обробці глибоких отворів гідро і пневмоциліндрів і отримати при цьому економічний ефект, відмовившись від придбання глибокорозточного верстата.
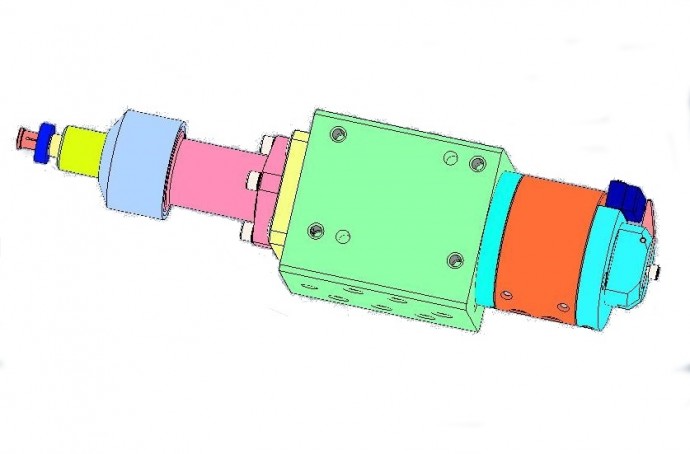
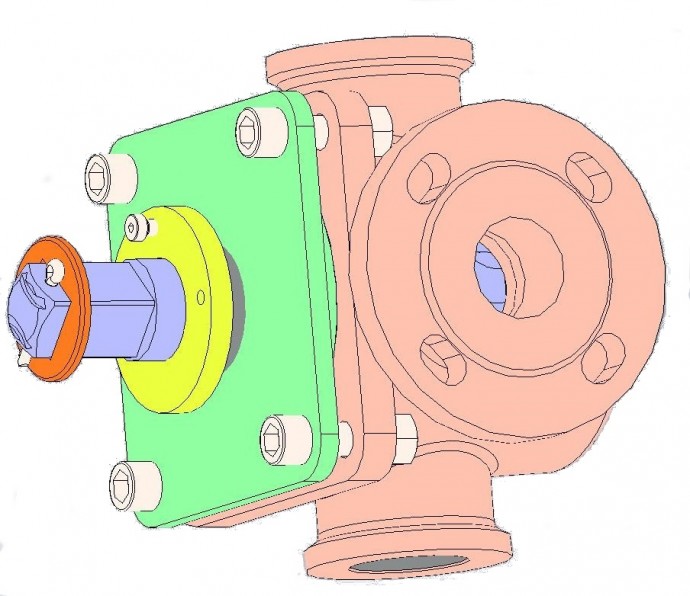
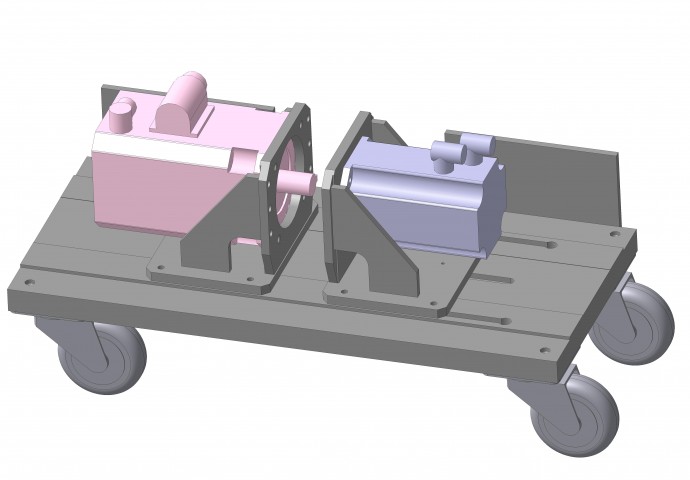
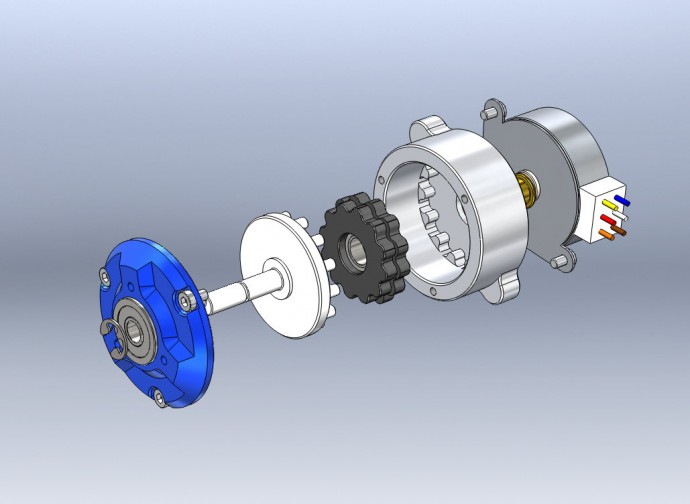
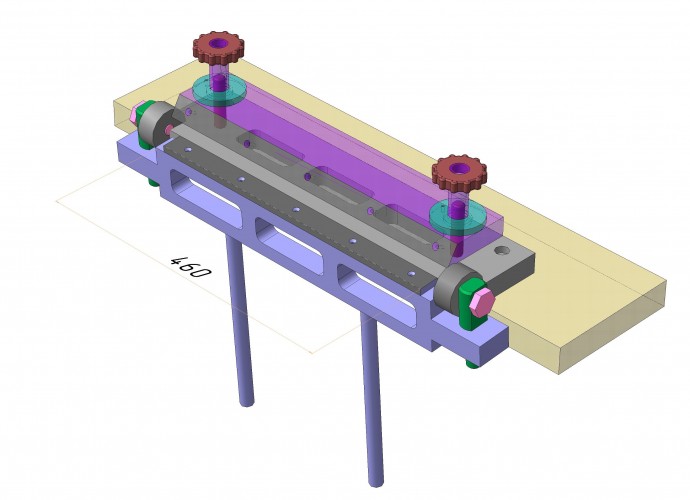
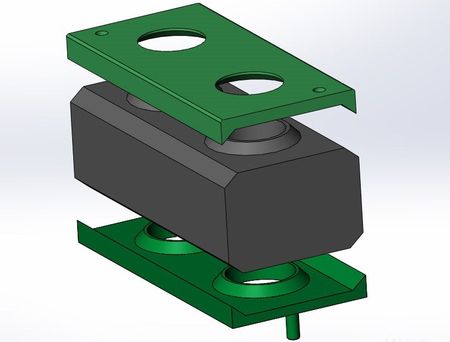
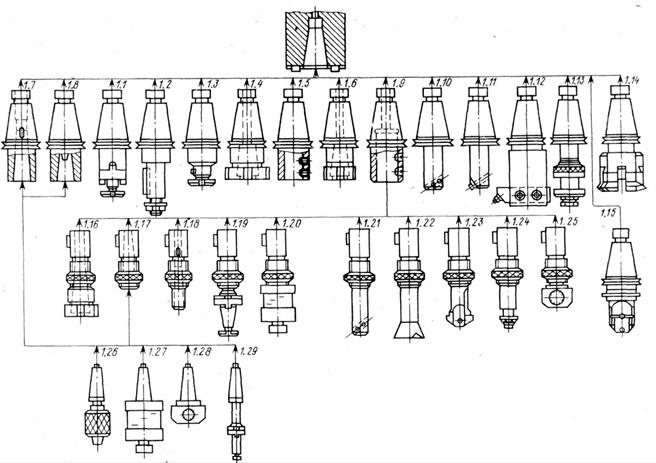
Для цього були спроектовані такі допоміжні вузли та деталі:
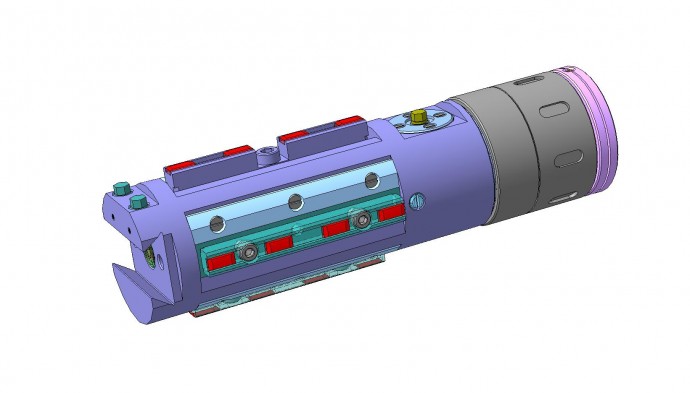
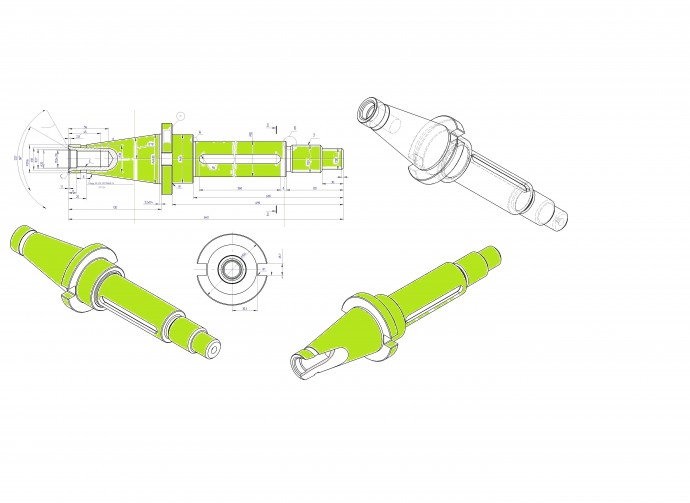
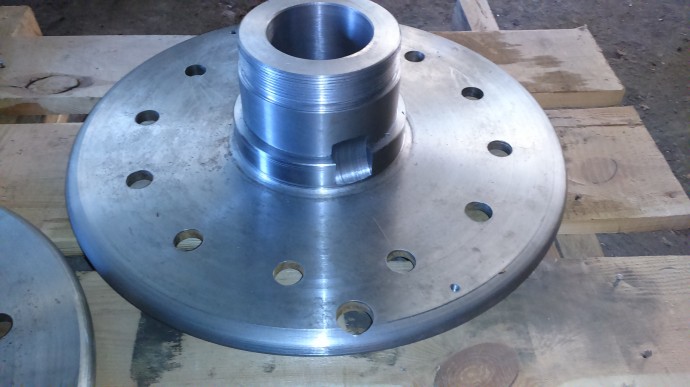
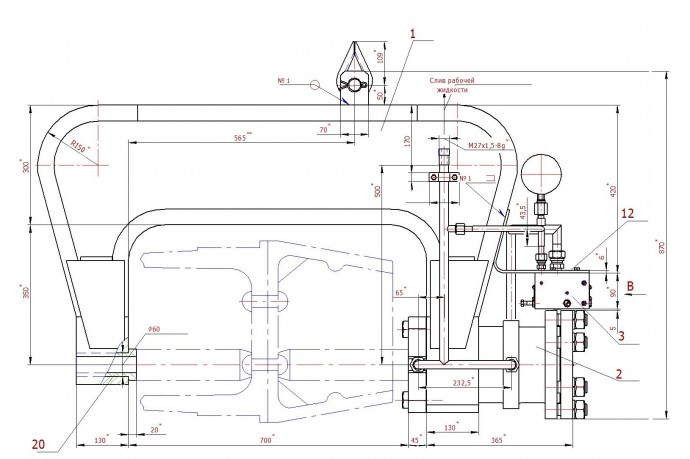
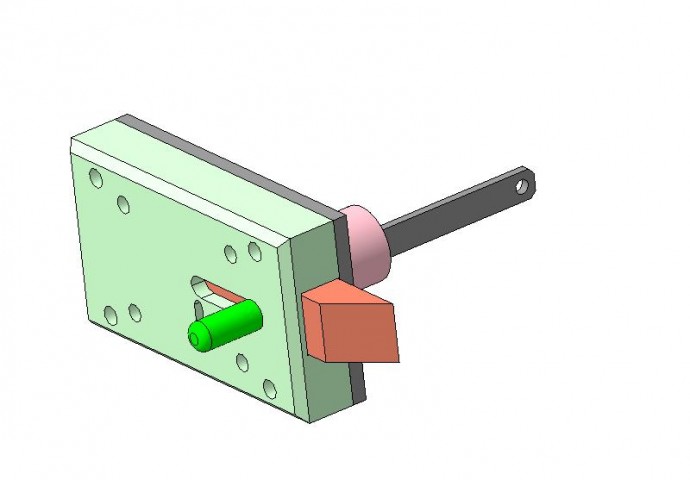
1 - патрон спеціальний
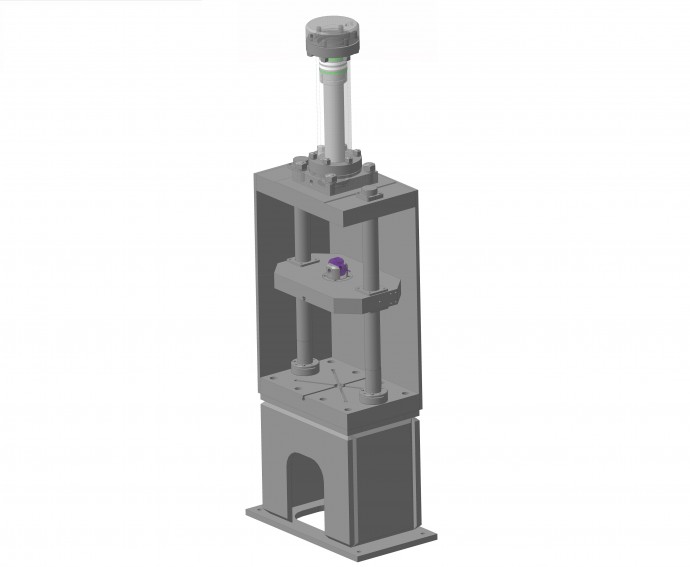
2 - стійка рухлива
3 - стійка підтримна
4,5 - захисні кожухи
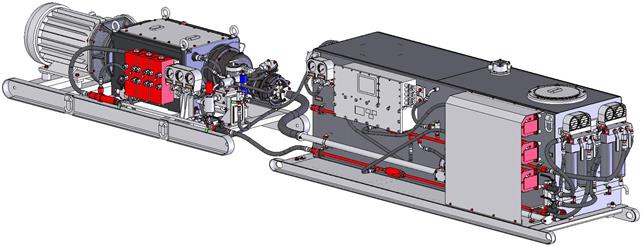
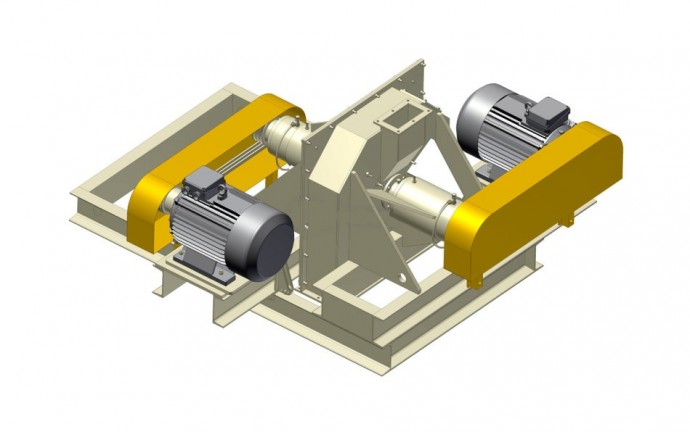
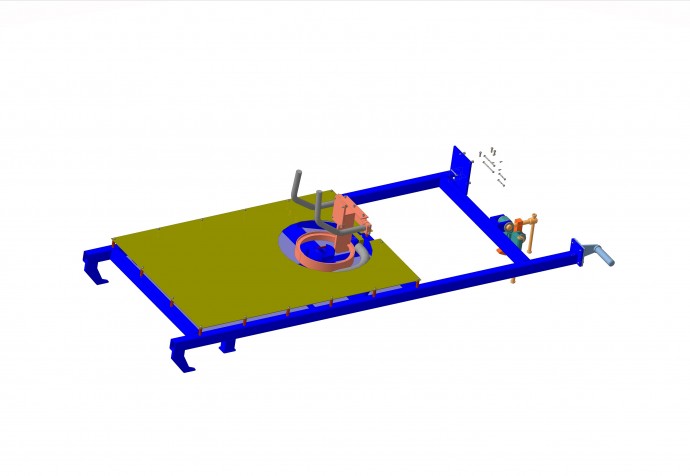
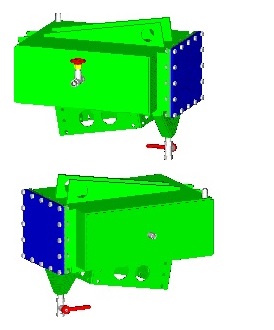
6 - насосна станція
7 - бак прийомний
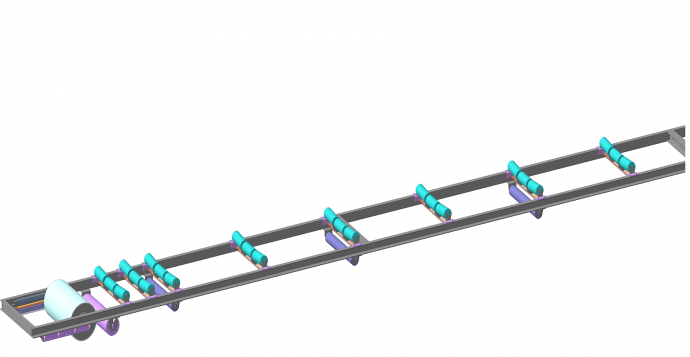
8 - корито приймальне
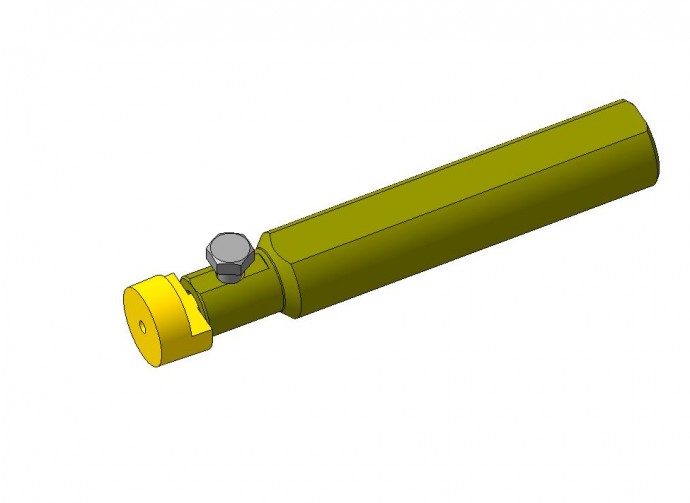
9 - набір стебел
10 - люнет
11 - планки напірні
12 - прокладки регулюємі
13 - втулки змінні
Налаштування пристосувань і верстата:
1. Установити, відцентрувати і закріпити патрон 1 в планшайбі верстата
2. Встановити і закріпити захисний кожух 4
3. Відповідно до довжини і діаметра оброблюваного гідроциліндра, встановити на необхідній відстані від патрона люнет 10 і захисний кожух 5.
4. Відповідно до діаметру оброблюваного гідроциліндра, підібрати відповідний стебель 9, змінні втулки 1 і встановити зазначене оснащення на стійках 2 і 3.
5. Провести центрування осів стебла 9, стійок 2 і 3 з віссю шпинделя верстата.
6. Кріплення ріжучого інструменту, настройка його на розмір, замір оброблюваних отворів наведені в технологічному процесі на обробку гідроциліндрів.
7 .Регуліровка тиску подачі охолоджуючої рідини в зону різання проводиться на станції охолодження 6 перепускним клапаном.
8. Зняття пристроїв і оснащення з верстата проводиться в зворотному порядку.
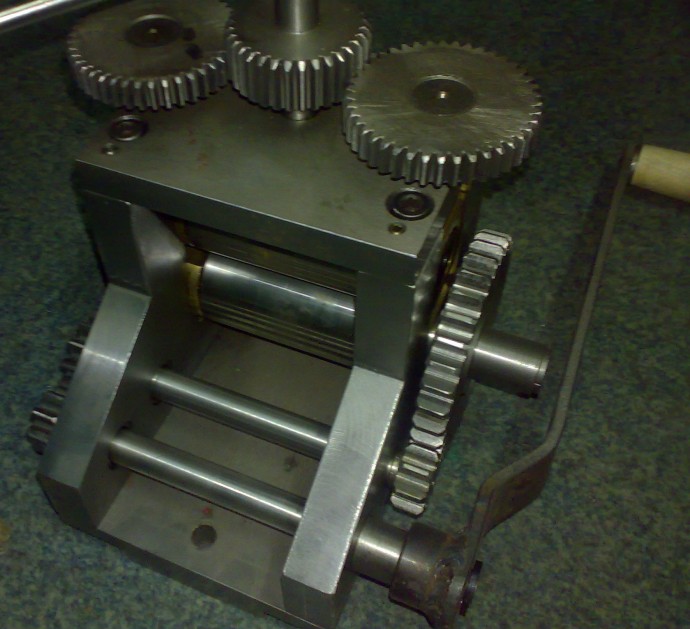
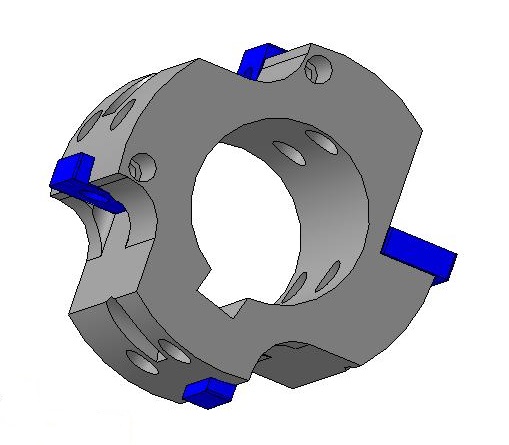
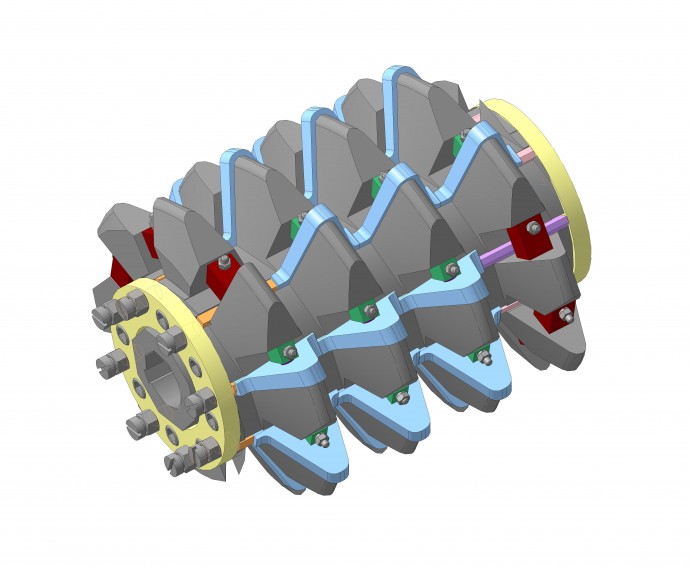
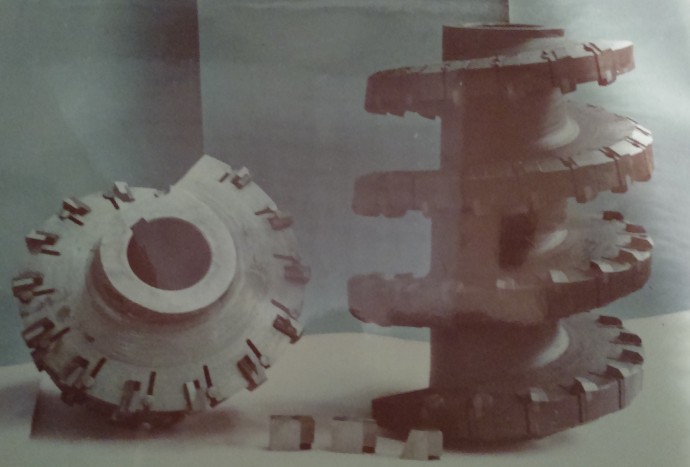
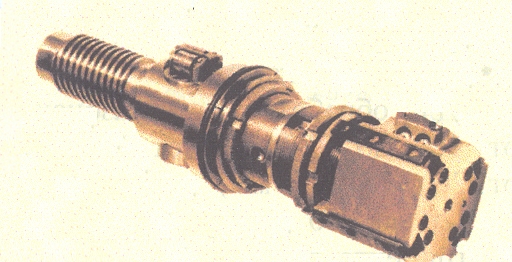
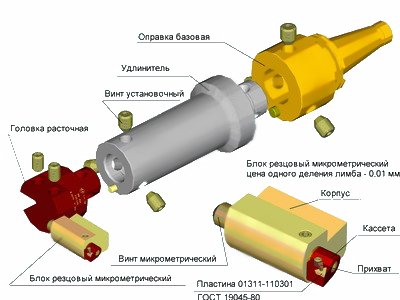
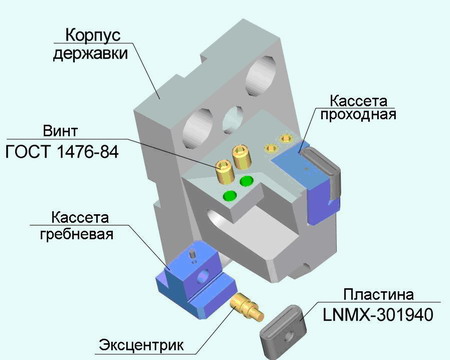
Також, нашим підприємством випускається спеціальний розточний і раскатной інструмент для обробки внутрішніх циліндричних отворів:
https://minetek.donetsk.ua/enterprises/84-rastochnoi-i-raskatnoi-instrument.html
 en
en ru
ru uk
uk








































")






