Модульна система ріжучого інструменту і допоміжної оснастки призначена для скорочення номенклатури оснастки і допоміжного часу, а також поліпшення оснащеності обладнання при виконанні операцій фрезерування площин, свердління і розточування отворів на горизонтально-розточувальних верстатах.
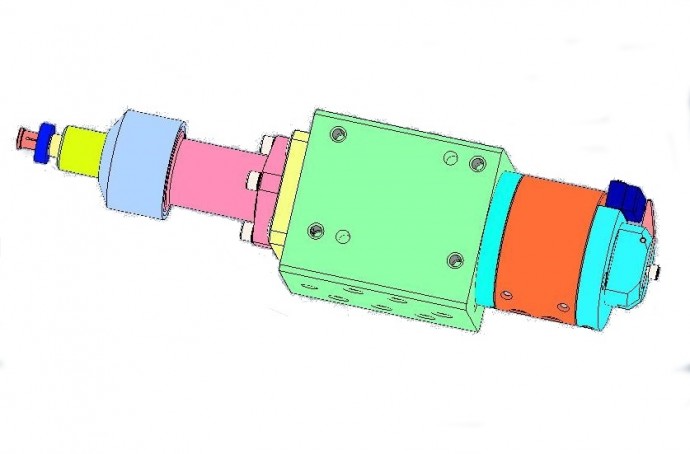
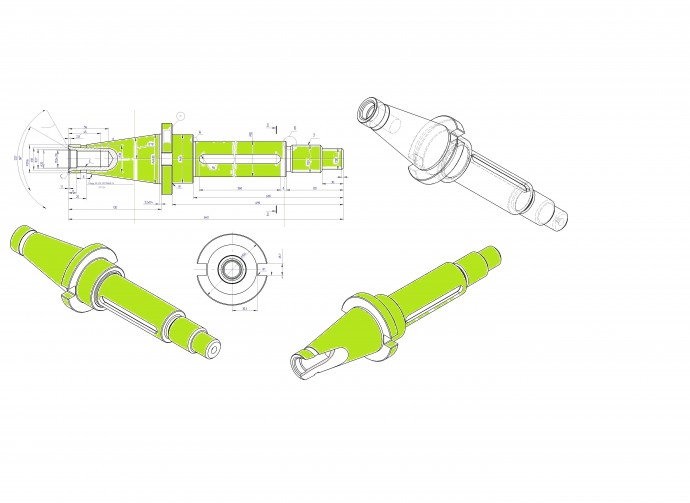
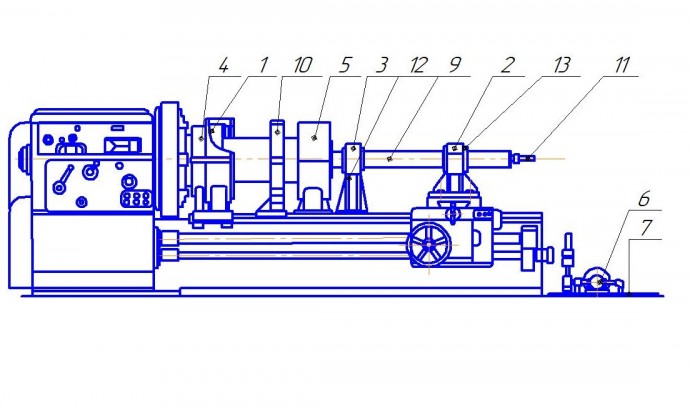
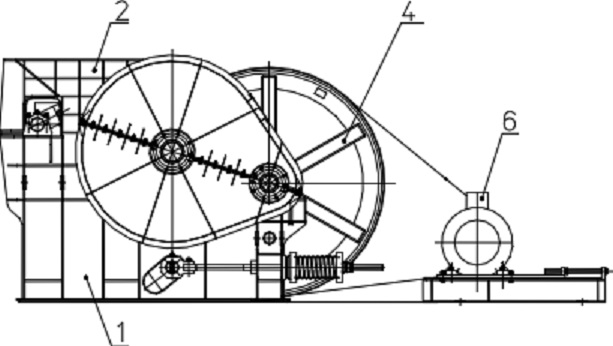
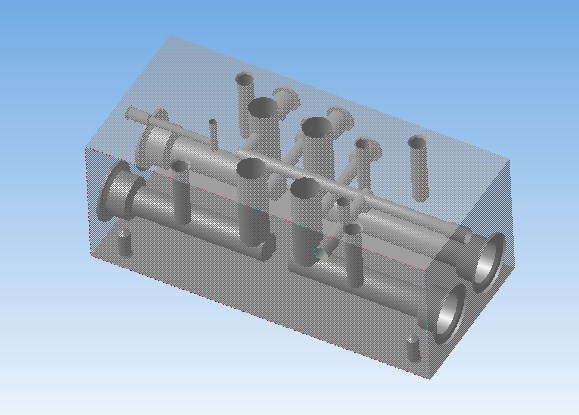
Структурно модульна система згідно з малюнком 1 складається з базових оправок 1 - 4, адаптерів 5 - 20, оправлення 21 для установки зенковок, зенкерів і розгорток, патронів 22 -25 для кріплення свердел і кінцевих фрез з циліндричними хвостовиками, розточувальних головок 26 - 30 і ріжучого інструменту 31 - 59.
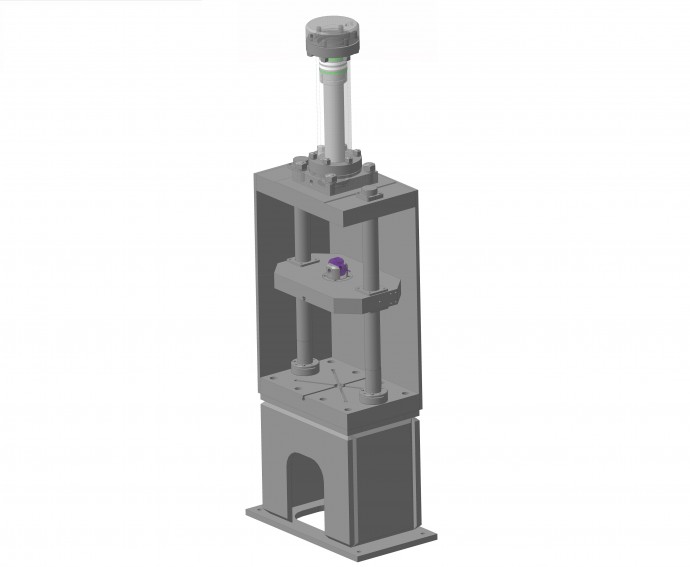
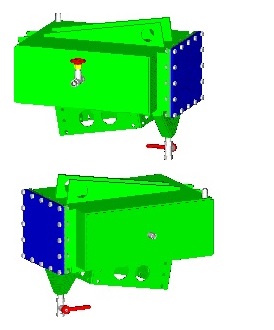
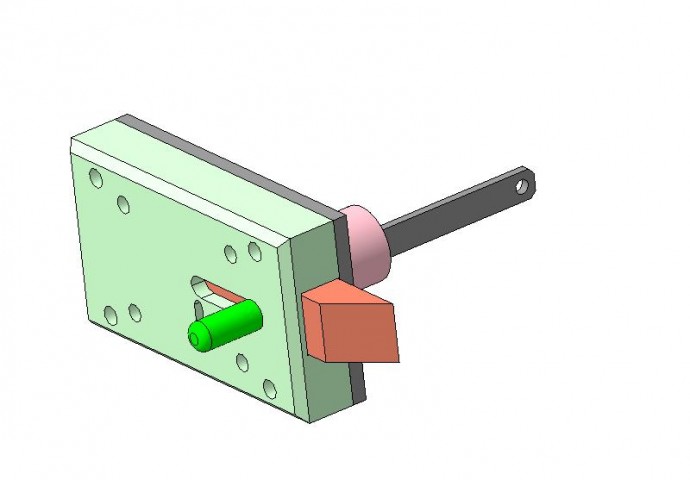
Базові оправлення встановлюються в шпинделі горизонтально-розточувальних верстатів. Конструктивно базові оправлення мають з одного боку приєднувальний конус, відповідний коническому отвору в шпинделі, з іншого боку - фланець з стикувальним вузлом для установки закріплення або адаптерів, або торцевих фрез і розточувальних головок. Конструкція вузла з'єднання модулів забезпечує швидку зміну інструменту, надійна в експлуатації і не поступається по жорсткості цілісного інструменту. Для одного горизонтально-розточувального верстата передбачено кілька оправок з однаковим приєднувальних конусом, але мають різні розміри фланця зі стикувальним вузлом, що дозволяє виконувати обробку площин і отворів в широкому діапазоні. Залежно від конструкції виробу і майбутню операцію обробки в базову оправлення здійснюється установка і закріплення конкретних складових елементів системи, що дозволяють виконати цю операцію.
Адаптери і патрони є сполучними ланками між базовими оправками і ріжучим інструментом і призначені для розміщення і закріплення в них торцевих фрез
44 - 50, розточувальних головок 26 - 30 і кінцевого інструмента 37 - 43. На операціях розточування отворів адаптери застосовуються в тих випадках, коли глибина отворів не перевищує сумарної довжини адаптера і розточний головки, а також в тих випадках, коли діаметри оброблюваних отворів або менше зовнішнього діаметра шпинделя, або перевищують його на величину не більше 40 мм. Обробку таких отворів необхідно виробляти розточувальними головками з нижнім діапазоном менше зовнішнього діаметра шпинделя.
Для обробки отворів під кріпильні різьби в системі передбачені втулки перехідні 7 і 8, адаптери 9 - 14. У адаптери 9 і 10 закріплюються свердла 38, зенкери 30 і розгортки 40 з конічними хвостовиками.
Для кріплення свердел 37 і фрез кінцевих 41 з циліндричними хвостовиками передбачені патрони відповідно 22, 23 і 24, 25, які кріпляться в адаптерах 11, 13 і 12, 14. Фрези 42 для обробки Т-образ пазів, фрези кінцеві 43 і фрези торцеві 44 з конічними хвостовиками встановлюються безпосередньо в адаптери 11 - 14.
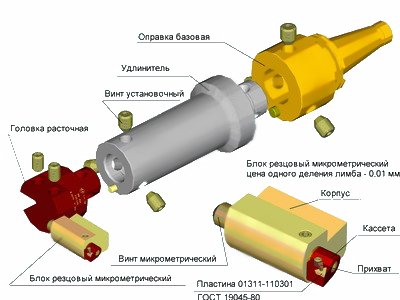
Для чорнової і чистової обробки отворів під установку, наприклад, валів, підшипників і ін. Система має можливості розточувальні головки 26 - 30, в які встановлюються або стандартні розточувальні різці 31 і 32, або вставки 33 - 35 з мікрометричною налаштуванням на розмір. Ріжучі елементи 36 вставок з мікрометричною налаштуванням виконані змінними і мають різне функціональне призначення, що дозволяє виконувати операції розточування на прохід, в упор, зняття фасок як в прямих стінках, так і в зворотних.
Для чистової обробки отворів 7 квалітету з шорсткістю Rа 1,6 - 0,8 мкм передбачені плаваючі розгортки 60 - 62, які в залежності від їх діаметра встановлюються в корпусу 63 - 66.
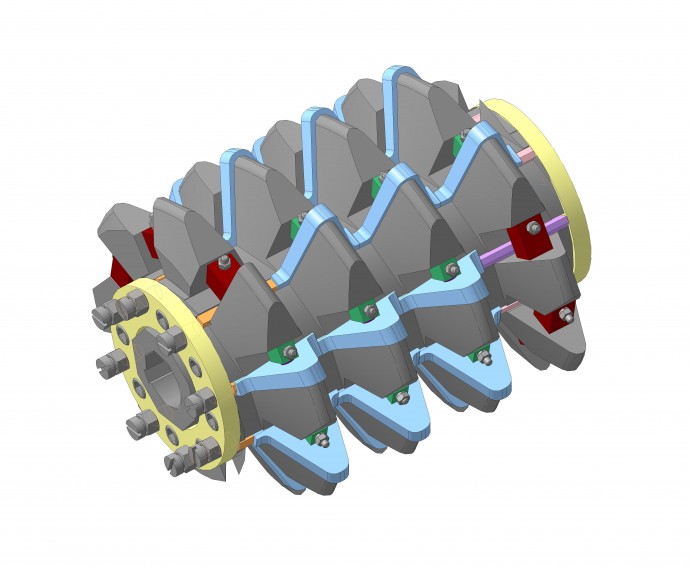
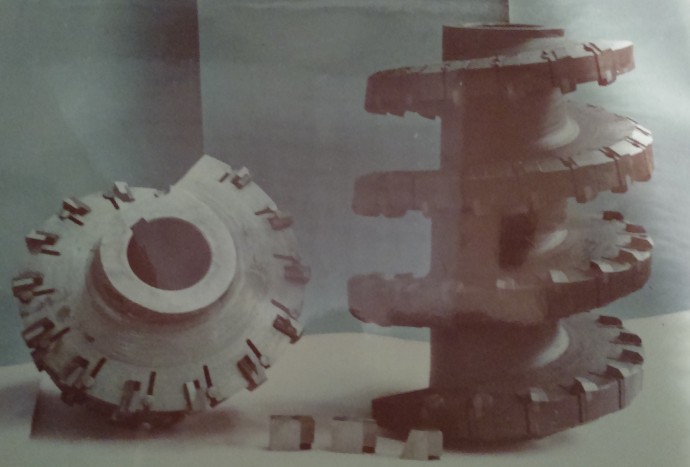
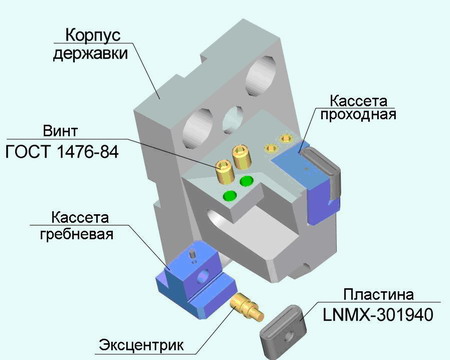
Для обробки площин торцеві фрези 45 - 53 в залежності від їх діаметра встановлюються або безпосередньо в базову оправлення, або через адаптер. Торцеві фрези можуть бути оснащені змінними ножами 57 циліндричної форми різного функціонального призначення для фрезерування відкритих поверхонь (φ = 45º і φ = 60º) і поверхонь з уступами (φ = 90º). Змінні багатогранні твердосплавні пластини закріплюються на ножах 57 за допомогою ексцентриків. Для усунення биття ріжучі кромки пластин виставляються або по сліду обробки однієї пластини, або по кондуктору.
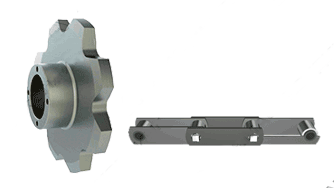
Дискові 58 і тристоронні 59 фрези встановлюються на адаптери 15 - 18.
Модульна система ріжучого інструменту і допоміжної оснастки для поздовжньо-фрезерних верстатів
Для поздовжньо-фрезерних верстатів використовується велика частина модульної системи ріжучого інструменту і допоміжної оснастки, призначеної для горизонтально-розточувальних верстатів - оправлення 2 і 4, адаптери 5 - 20, патрони 22 - 25, торцеві фрези 44 зі змінними багатогранними твердосплавними пластинами, які закріплюються безпосередньо на корпусі фрези, торцеві 45 - 53 зі змінними
ножами 57, фрези дискові 58 і тристоронні 59, кінцевий інструмент 37 - 43, а також розточувальному інструмент 26 - 35.
Модульна система для поздовжньо-фрезерних верстатів доповнена торцовими фрезами 54 - 56, які встановлюються і закріплюються безпосередньо на шпинделі верстата.
Модульна система ріжучого інструменту і допоміжної оснастки для вертикально-фрезерних верстатів
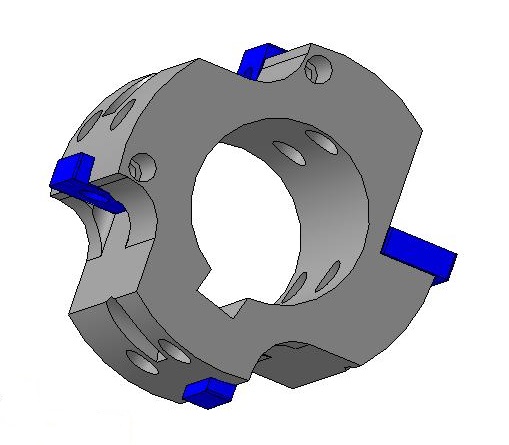
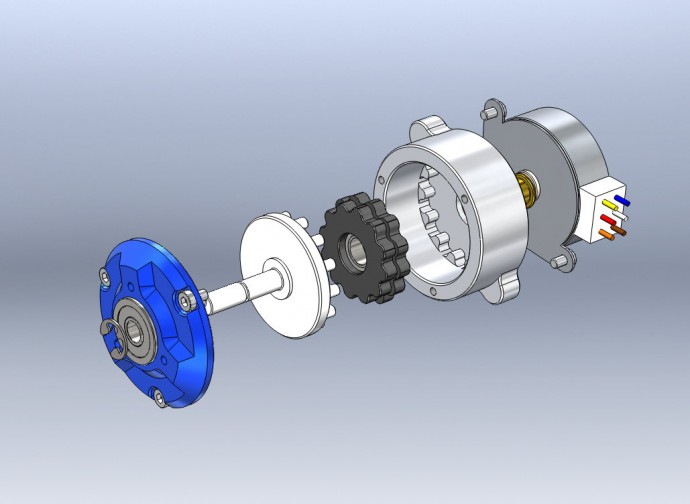
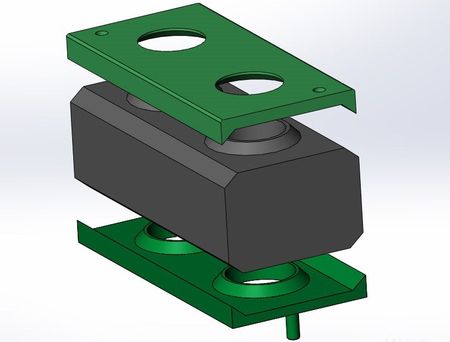
Модульна система ріжучого інструменту і допоміжної оснастки для вертикально-фрезерних верстатів побудована на використанні бесштревельного кріплення.
До складу системи входить допоміжна оснащення: рамки 1 з внутрішнім циліндричним отвором, оправлення 2 з внутрішніми конусами Морзе, оправлення 3 з циліндричними хвостовиками і торцевої шпонкой, оправлення 4 і 5 з циліндричними хвостовиками і осьової призматической шпонкой, патрони цангові 6, патрони свердлильні 7, оправлення розточувальні 8, адаптери 9 і перехідні втулки 10.
Перерахований набір допоміжної оснастки дозволяє закріплювати в шпинделі верстата кінцеві фрези з конічним хвостовиком 11, кінцеві фрези з циліндричним хвостовиком 12, фрези для обробки Т-образних пазів 13, фрези торцеві 14 і 15 з конічними хвостовиками, фрези торцеві насадні 16, фрези дискові 17 і циліндричні 18, а також свердла 19 і 20.
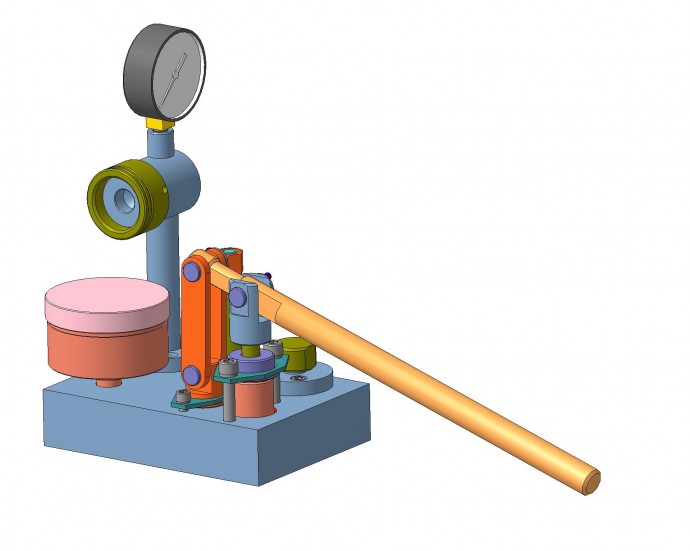
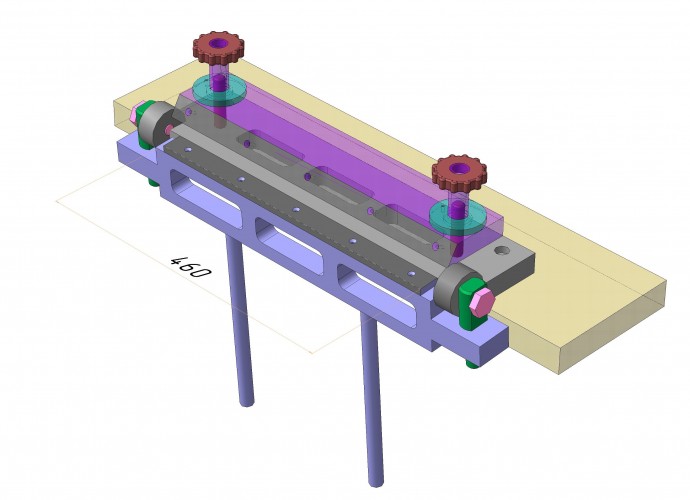
Фрези торцеві 14 оснащуються змінними багатогранними твердосплавними пластинами 21 різної форми, які закріплюються безпосередньо на корпусі. Для розширення технологічних можливостей фрези торцеві 15 оснащуються змінними циліндричними ножами 22, на яких закріплюються змінні багатогранні твердосплавні пластини різної форми. (Рис. 3)


 en
en ru
ru uk
uk








































")






