
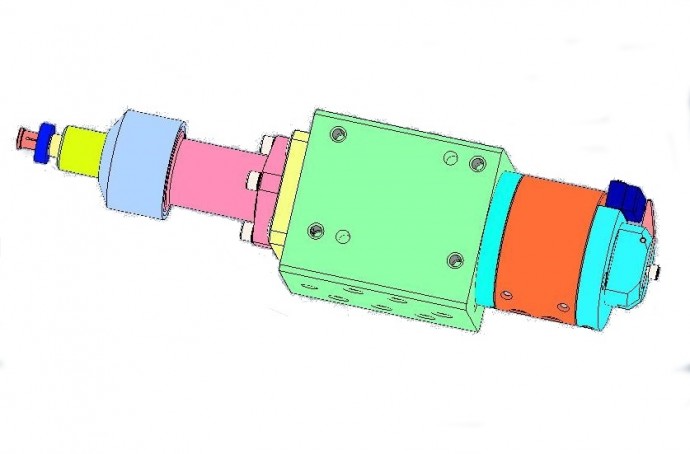
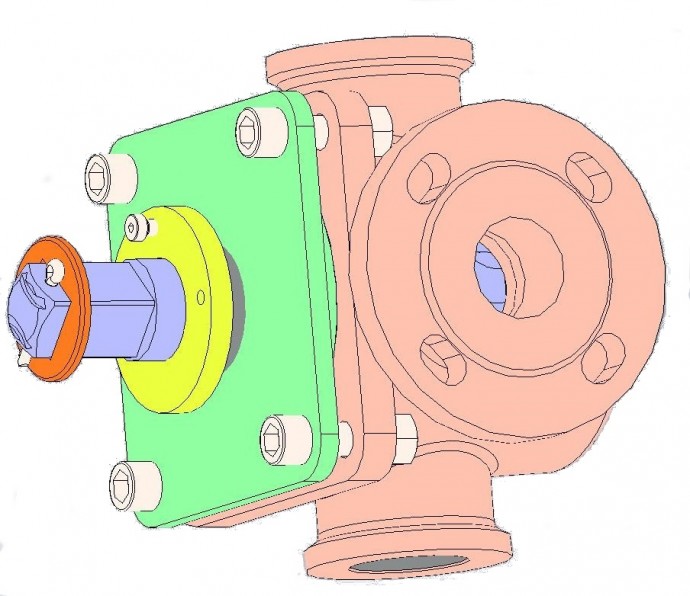
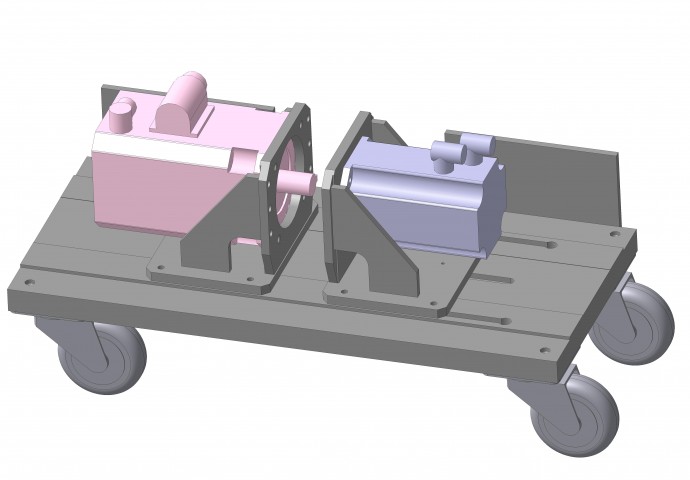
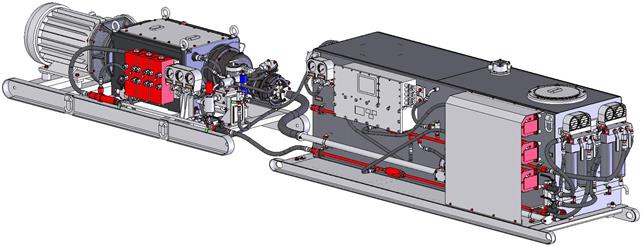
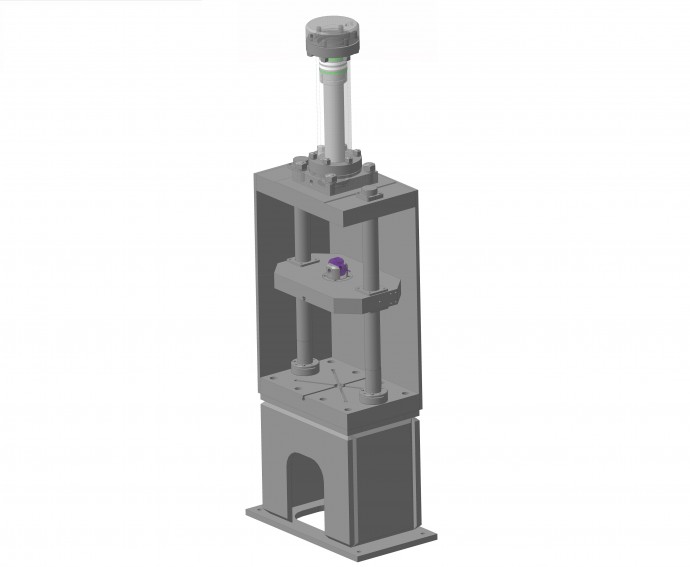
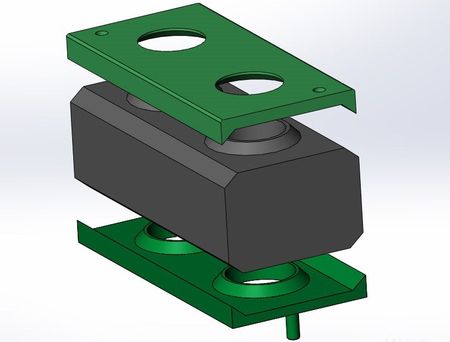
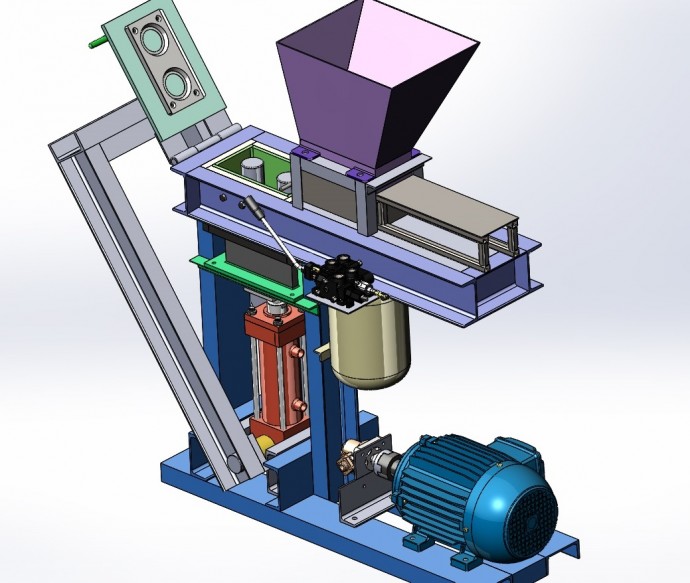
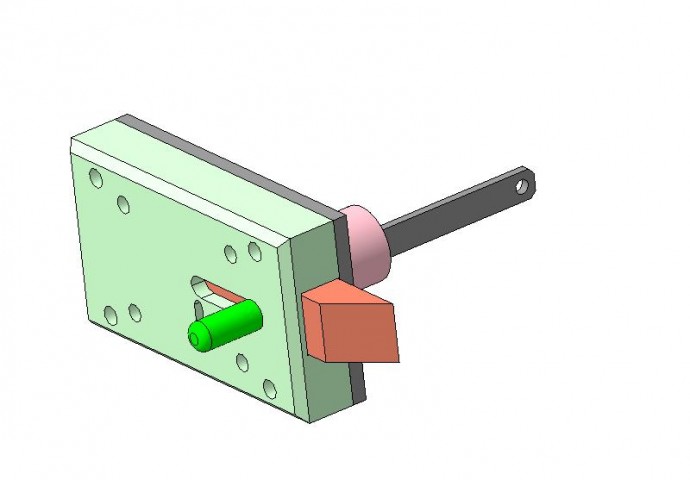
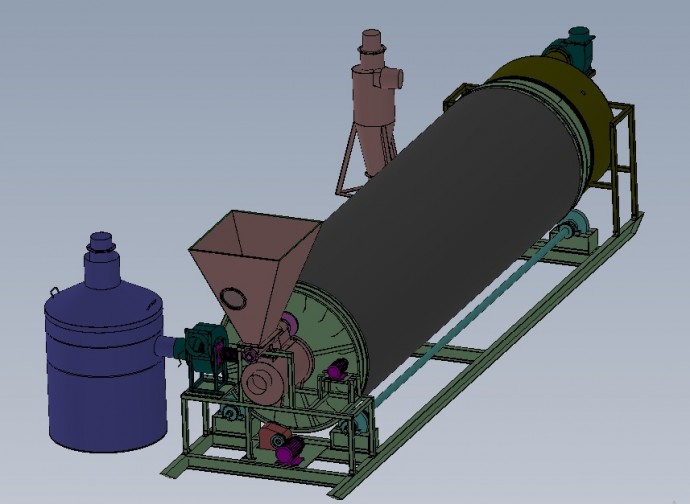
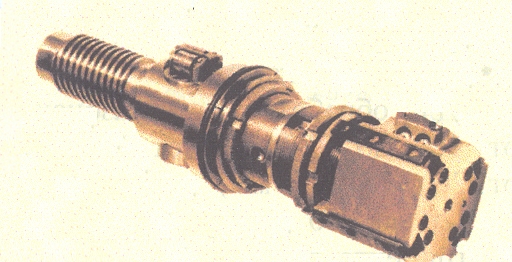
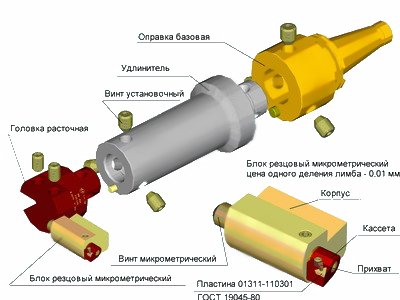
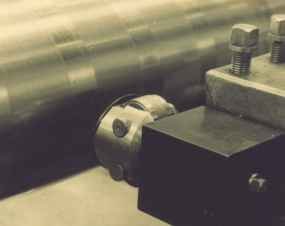
Раскатка цилиндрических поверхностей

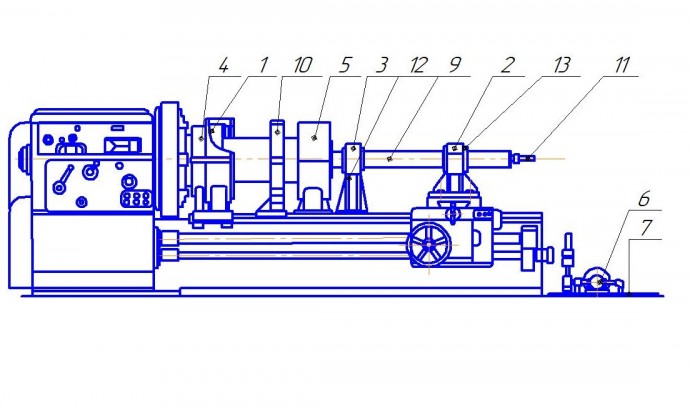
Раскатывание цилиндрических отверстий- это способ отделочной обработки, основанный на холодном, тонком пластическом деформировании поверхностного слоя металла заготовки. При этом упрочняется обрабатываемая поверхность (главная отличительная особенность раскатывания) и понижается шероховатость поверхности. Раскатывание отверстий выполняется на токарных, сверлильных, горизонтально-расточных и специальных станках шариковыми или роликовыми пластинками. Отверстие под раскатку обрабатывается растачиванием или развертыванием. Припуск на обработку составляет 0,04 и 0,1 мм., окружная скорость 40...250 м/мин, подача 0,2...0,5 мм. Раскатывание отверстий на радиально-сверлильных станках производится при установке раскатки в шпинделе , а деталь- на столе станка. На токарных и револьверных станках, деталь вращается вместе со шпинделем ,а раскатка совершает возвратно-поступальные движения. С наибольшим технико-экономическим эффектом раскатка применяется при обработке отверстий большого диаметра в тяжелых корпусных деталях, абразивная обработка которых затруднена. Диаметр отверстия после раскатки увеличивается на 0,02-0,03 мм,твердость поверхностного слоя повышается на 20...50%, а следовательно износостойкость увеличивается в 1,5-2 раза. Применяться раскатка может для отверстий любого диаметра и длины, как сквозных так и глухих. Раскатка может производится как без применения СОЖ, так и с применением масла индустриального или сульфофрезола. При раскатывании роликами, наиболее благоприятные результаты получали,когда припуски на диаметр составляли 0,03-0,06 мм, а при раскатывании шариком- до 0,2 мм.
 en
en ru
ru uk
uk







































")






