
Вибрационная стабилизация остаточных напряжений



Наше предприятие имеет научную школу в области стабилизации остаточных напряжений, которая является одной из первых и одной из двух мировых ведущих научных школ.
Основатель научной школы акадаемик Колот Владимир Александрович создал в 1988 году первую в мире установку вибрационной стабилизации остаточных напряжений с компьютерной диагностикой, эта установка была удостоена золотой медали на выставке ВДНХ.
Также, Владимиром Александровичем была разработана единственная в мире технология виброрезонансной правки нежестких деталей, которая и сегодня позволяет иправлять брак в производстве, вызванный короблениями, на миллионы долларов.
С помощью данной технологии исправляются коробления сварных обечаек мощных электродвигателей, коробления 18 метровых валов т.д.
Наше предприятие предлагает уникальную:
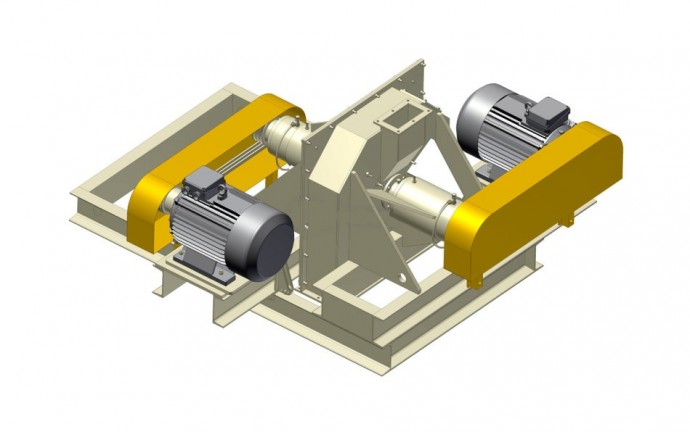
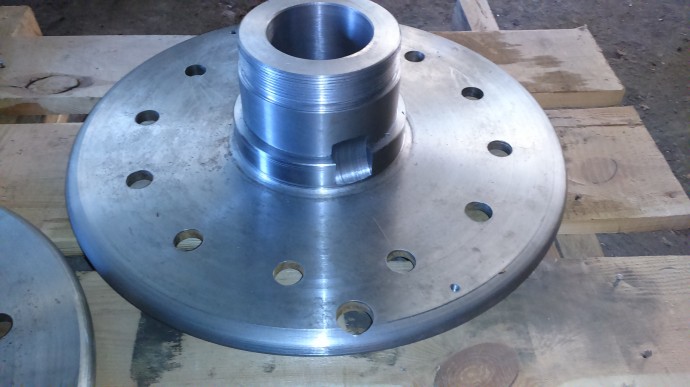
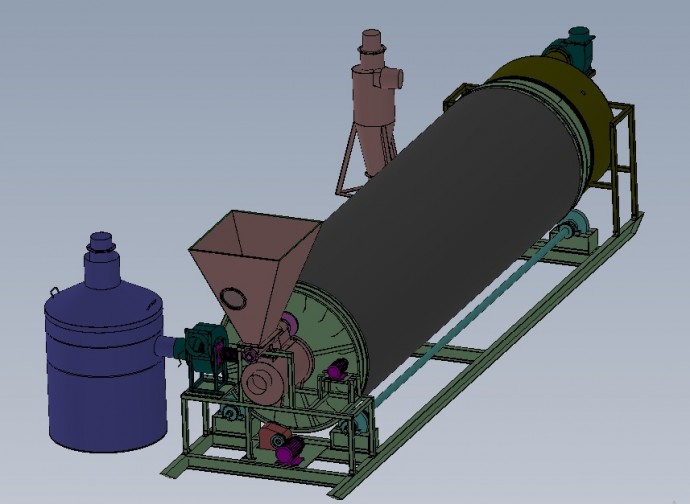
Энергосберегающую технологию и компьютеризированное оборудование для вибродеформационного (ускоренного) старения деталей, которые предназначены для стабилизации остаточных напряжений в сварных, литых и прочих динамически нежестких металлоизделиях массой до 50 тонн типа станин, корпусов, рам, валов, венцов зубчатых колес, балок прессов, рам тележек вагонов, локомотивов и т.п. взамен стабилизационного отжига и других видов искусственного и естественного старения.
Возможно использование данной технологии для холодной правки нежестких изделий за счет использования потенциальной энергии остаточных напряжений.
Вибрационная стабилизация может производиться в зависимости от вида заготовки, характера производства и технических требований к конечной продукции как непосредственно после получения заготовки, так и в промежутке между стадиями механической обработки.
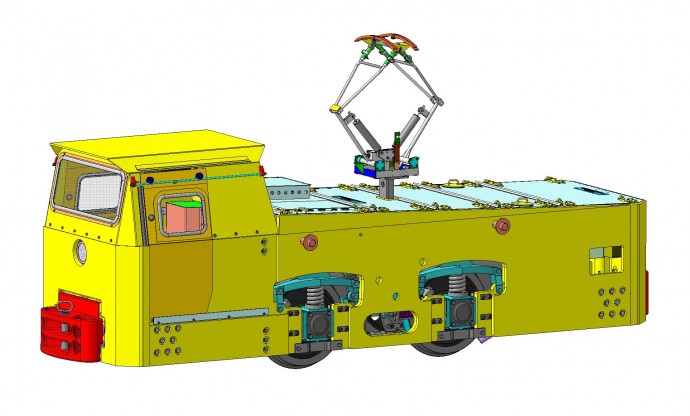
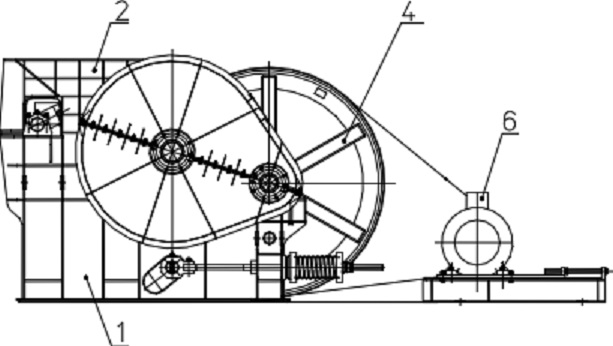
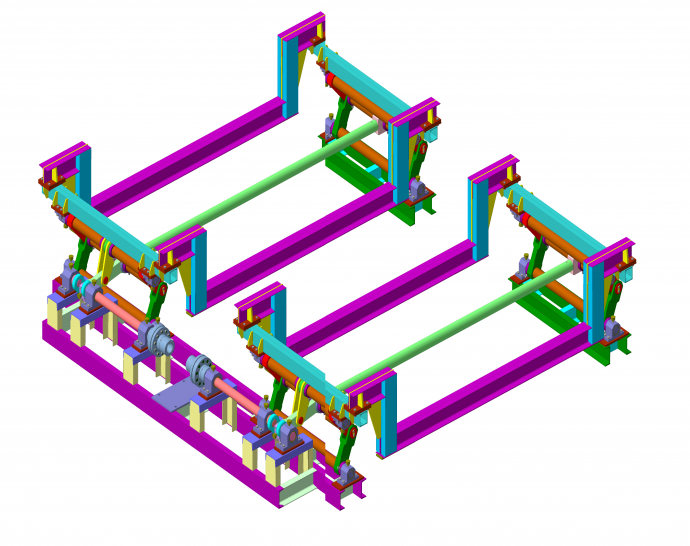
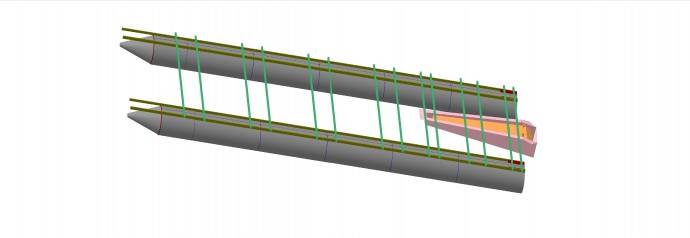
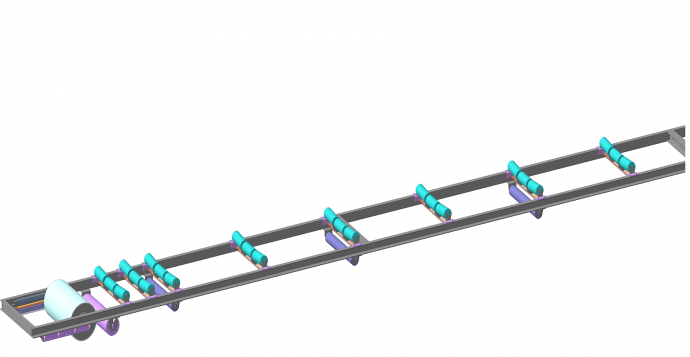
Вибрационная стабилизация остаточных напряжений в сварных тележках локомотивов
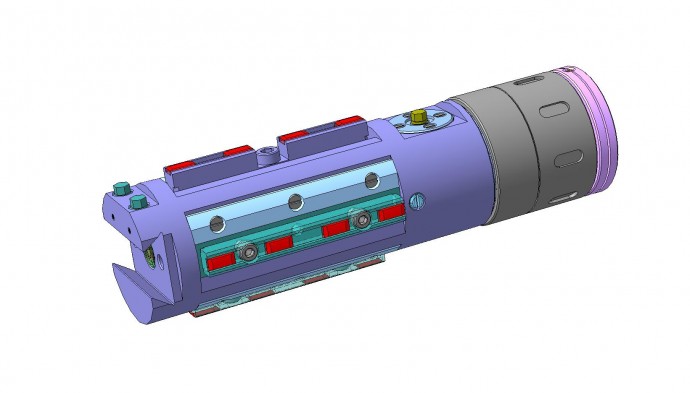
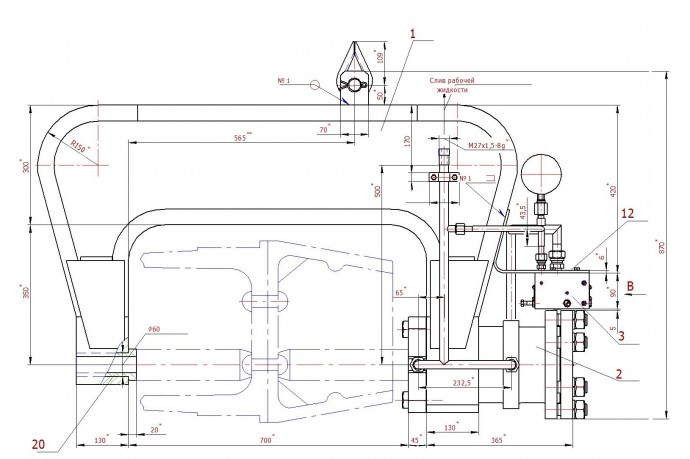
Технические характеристики вибрационной установки мод. ВСОН 2100/2500
| Характеристика | Значение |
|---|---|
| Диапазон регулирования возмущающей силы, Н | (0,15…2,1)х104 |
| Диапазон частоты вращения дебалансной массы, мин-1 | 600…6000 |
| Мощность электродвигателя вибровозбудителя, кВт, в режиме: | |
| номинальном | 0,78 |
| форсированном | 1,3 |
| Потребляемый ток вибровозбудителя, А | 40 |
| Напряжение питания, В | |
| вибровозбудителя | 27 |
| установки | 380 |
| Частота, Гц | 50 |
| Потребляемая мощность, кВт не более | 1,5 |
| Срок службы | не менее 5 лет. |
| По устойчивости к климатическим воздействиям при эксплуатации установка соответствует исполнению УХЛ категории 3.1 согласно ГОСТ 15150-69. | |
| По способу защиты человека от поражения электрическим током установка соответствует классу I по ГОСТ 12.2.007.0-75. | |
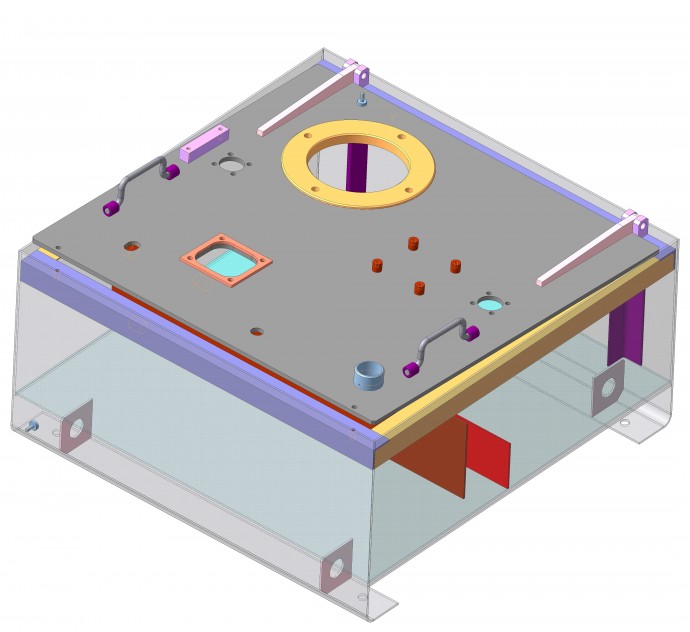
| Габаритные размеры, мм | |
| вибровозбудителя (длина, высота, ширина) | 465х265х360 |
| шкафа (длина, высота, ширина) | 1130х1179х669 |
| Масса, кг не более | |
| шкафа | 180 |
| вибровозбудителя (со встроенным электродвигателем) | 55 |
| трех вибродатчиков в сборе и блоком усилителей для снятия характеристик в 3-х ортогональных плоскостях и результирующей | 1,9 |
| кабелей соединительных | 4,2 |
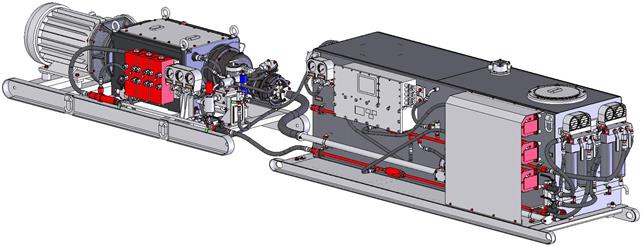
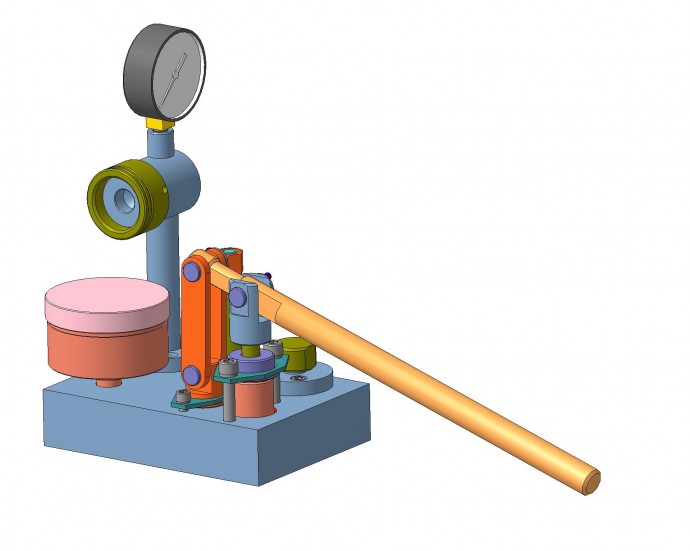
Разработанное оборудование позволяет производить стабилизацию («снятие») остаточных напряжений, контроль степени стабильности остаточных напряжений при регистрации на мониторе характеристик обрабатываемой детали в течение процесса обработки и после обработки, а также оценку результатов обработки после полуавтоматического или автоматического режима с выводом результатов на твердую копию.
Преимущества разработанной технологии ускоренного вибродеформационного старения:
1. Отсутствие деформаций (депланации), возникающих в процессе снятия «ОН» при низкотемпературном отжиге (искусственном старении).
2. Не изменяются механические свойства (σт; σв, δ) при растяжении, а за счет межкристаллитного трения в процессе виброобработки на соответствующих режимах имеет место увеличение жесткости (при термообработке деталь удлиняется).
3. Низкие производственные затраты (менее 10% затрат на отжиг), снижаются затраты на межцеховые перевозки, расходы на подъемно-транспортные операции.
4.Виброобработка является мобильным процессом, может выполняться применительно к деталям любых размеров (отсутствуют ограничения, связанные с размерами печи).
5. Не происходит обезуглероживание, образование окалины. уменьшение процентного содержания углерода в обрабатываемой детали (металл «размягчается» ), а выгорание кислорода особенно в сварных швах вызывает в них структурную неоднородность и способствует снижению стойкости против образования трещин.
6. Отсутствуют проблемы, связанные с экологией и санитарными нормами.
7.Технология на рекомендованных режимах не вызывает снижение циклической выносливости изделий. Применение для конструкционных сталей традиционных термических методов «снятия» остаточных напряжений в металлоконструкциях не только дорогостоящий метод, но и не применим из-за снижения механических свойств до 25 % (сталь 3)и более 48% для сталей 09Г2С.
8.Технология позволяет осуществлять диагностику качества (наличие или отсутствие дефектов) металлоконструкций по параметрическому резонансу и дрейфу амплитуды при сдвиге фаз.
Затраты на приобретение виброустановки и внедрение вибрационной технологии старения окупаются после обработки двух 25-30-тонных нежестких сварных металлоконструкций или литых, сварно-литых изделий.
В настоящее время НПО МИНЭТЭК-ТЕХНОЛОГИИ осуществляет изготовление и поставку технологических комплексов стабилизации остаточных напряжений и вибрационной правки сварных и литых корпусных изделий из различных сталей.
Также, оказываем услуги по стабилизации остаточных напряжений с помощью мобильного оборудования как на территории нашего завода, так и на территории заказчика.
Помните! Низкотемпературный отжиг ухудшает циклическую выносливость деталей, а виброрезонансная обработка, наоборот, увеличивает циклическую выносливость. При этом, виброрезонансная обработка дает четкий, документированный процесс стабилизации остаточных напряжений, чего нельзя сделать при низкотемпературном отжиге. А про стоимость и нормы времени при отжиге и говорить не приходится.
ВАЖНО !!!
Не пользуйтесь услугами шарлатанов, обращайтесь только к профессионалам своего дела, имеющим научную школу, многолетний опыт и собственные производственные мощности, на которых они постоянно совершенствуют свои технологии.

Виброобработка рам тележек локомотивов
на Луганском тепловозостроительном заводе

Статья об остаточных напряжениях :
https://minetek.donetsk.ua/posts/26-residual-stresses.html
 en
en ru
ru uk
uk








































")






